This post is also available in: English (英语)
吐丝机和吐丝管的设计改进,加上 专有材料的使用,使终轧速度和轧 机利用率达到了创纪录的水平。多 套高速线材轧机的应用经验已经 证明,吐丝管寿命大幅度延长,产 能显著提高。改善的卷形和新的集 卷筒设计保证了稳定形成高质量 的盘卷。
长材轧机以盘卷形式生产大盘卷或线材时,最终盘卷的 质量是最重要的产品质量指标之一。在高质量的盘卷中, 线圈排列整齐而致密,内径和外径均匀一致,后续工艺开 卷时不发生错乱,密实的盘卷便于保存和运输。生产高质 量盘卷的能力取决于很多方面,从集卷站上游设备的设 计和控制直到盘卷精整系统。
对于高速线材轧制,吐丝机、控制冷却运输线和集卷筒的 高效运行对于成功达到100 m/s以上的速度至关重要。 吐丝机必须精确和稳定地吐圈,才能使其均匀地冷却和 得到卷形良好的盘卷。另外,尽可能减轻吐丝管磨损有助 于避免因频繁停产换管而造成产量下降。线圈在运输线 上适当冷却后,必须用集卷筒将其收集成规整而密实的 盘卷。盘卷在运输过程中得到进一步冷却后打捆,然后就 可以发运。
吐丝机和吐丝管的近期设计改进,加上专有材料的使用, 使终轧速度和轧机利用率达到了创纪录的水平。另外,集 卷筒系统的新设计能够在很大的盘卷规格范围内可靠地 进行盘卷收集,从而保证了所有规格和钢种都能致密成 卷。无论是新建轧线还是改造项目,从吐丝机直到集卷站 的设计创新都能显著提高轧机产能和产品质量。
吐丝机面临的挑战
夹送辊和吐丝机决定着线圈直径的统一性和在冷却运输 线上排布的整齐性。尤其是在100m/s以上的速度下轧 制小规格产品时,这些方面很难得到保证。摩根智能夹送 辊能够闭环控制夹紧力和速度,夹送辊闭合动作时间短, 重现性好。良好的卷形取决于优化的吐丝管曲线和尾部 控制,稳定的吐丝头和轴承设计,加上有效的首圈头部定 位速度控制和与夹送辊动作的协调。
轧机用户最常遇到的吐丝机问题包括头部和尾部成圈、圈形 以及吐丝管磨损。头部和尾部成圈不好,圈形不一致,往往会 造成集卷站堵钢。吐丝管磨损严重则使其需要频繁更换。
为了解决这些业界普遍存在的问题,普锐特冶金技术美 国马萨诸塞州伍斯特的技术人员经过数年努力后开发了 新型吐丝机技术。他们的目标是,找到一种能够在显著延 长吐丝管寿命的前提下高速吐出均匀线圈的设计。在美 国伊利诺伊斯州Sterling的Sterling钢铁公司进行了新 设计的初步试验。Sterling钢铁公司的高速度短流程钢 厂⸺由老式和新式设备组成⸺年产450,000 t线材, 其中的大约80%属于小规格产品,主要直径为5.5mm 和6.35 mm。虽然经过多次改造,但吐丝机一直是轧机性能的限制因 素。吐丝管磨损得非常严重,头部和尾部成圈都有问题, 圈形不一致。在大多数情况下,Sterling钢铁公司的吐丝 管寿命低于40,000吨,每周需要更换2 – 3次。每次更 换吐丝管时,轧制线都需要停产将近30分钟。圈形不好 还造成集卷站堆钢,使产量进一步受到影响。


改进设计
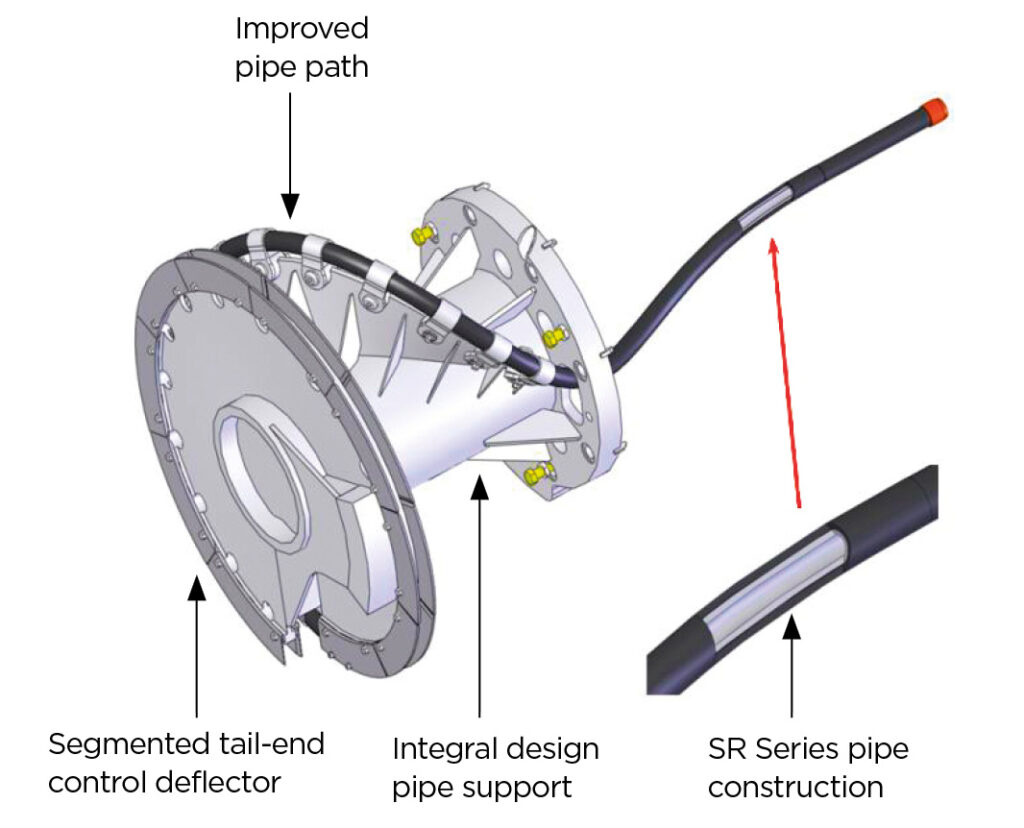
普锐特冶金技术对吐丝机系统作出了许多改进,包括新 型吐丝头、优化的吐丝管曲线和创新性的吐丝管设计。新 型吐丝机技术采用了多项专利设计,其中改变最大的是 吐丝管曲线(图1)。另外,SR Series 吐丝管在轧制过程 中利用一种受控的“自我再生”工艺使新材料替换吐丝管 磨损部位的材料。磨损部位可以被再生替换150mm之 多而不影响吐丝管的动态平衡。磨损部位的这种替换作 用显著延长了吐丝管寿命,而吐丝管采用专有材料则使 寿命进一步延长。
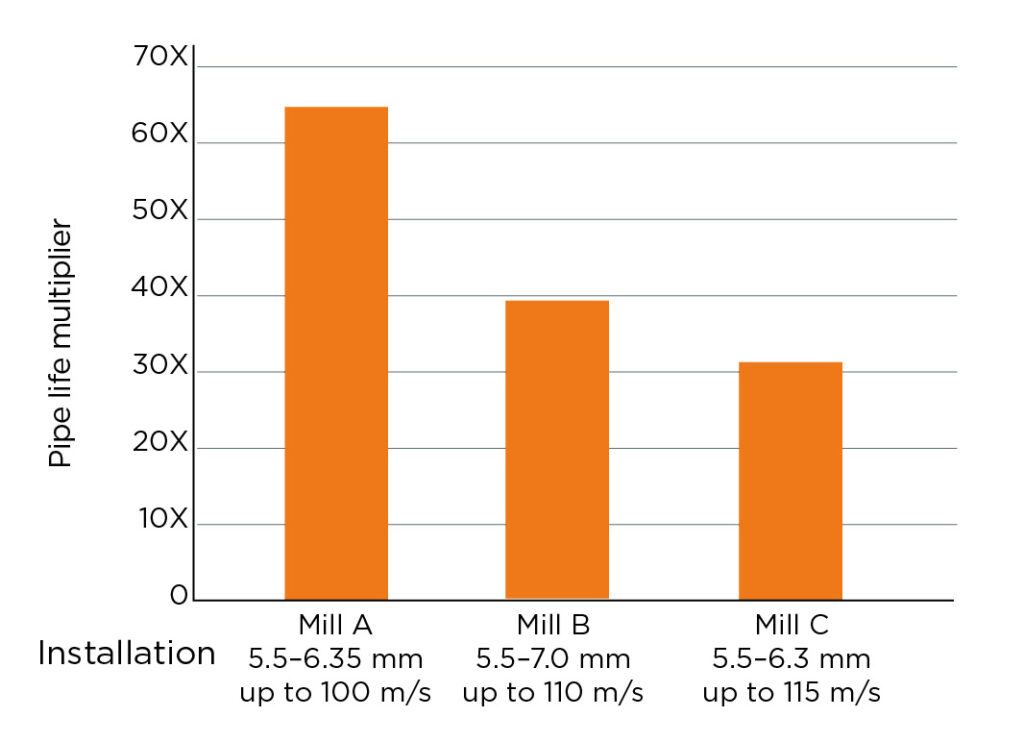
新型SR Series技术首先在4家钢厂用于实际生产⸺两 家位于北美,两家来自亚洲,取得了创纪录的结果(图2) 。在Sterling钢铁公司,使用SR Series吐丝管时轧制了 130,000吨,而且是在主要轧制5.5 mm线材的情况下。 另外,圈形的规整性也明显提高(图3),减少了集卷站的 堆钢率,使产量水平创下新纪录。吐丝管更换造成的计划 外停产从一年几乎2,500分钟减少为不到100分钟。其他 3家试用厂也报告了类似的出色结果。SR Series吐丝管 圈形的改善使盘卷高度能够降低大约15% – 20%,这对 提高盘卷致密度,方便盘卷保存和运输十分重要(图4)。
对传统集卷技术的改进
过去20年间为世界各地钢厂提供大量集卷设备的经验 已经证明,布卷器保证了目前业界最佳的盘卷质量。不 过,老式集卷筒和线圈托板设计会因系统内的下落动作 而形成不均匀或分层的盘卷。卷形不好的盘卷容易在开 卷时发生错乱,而且由于形状不规整而增大了打捆的难 度,导致突出的线圈被损坏。
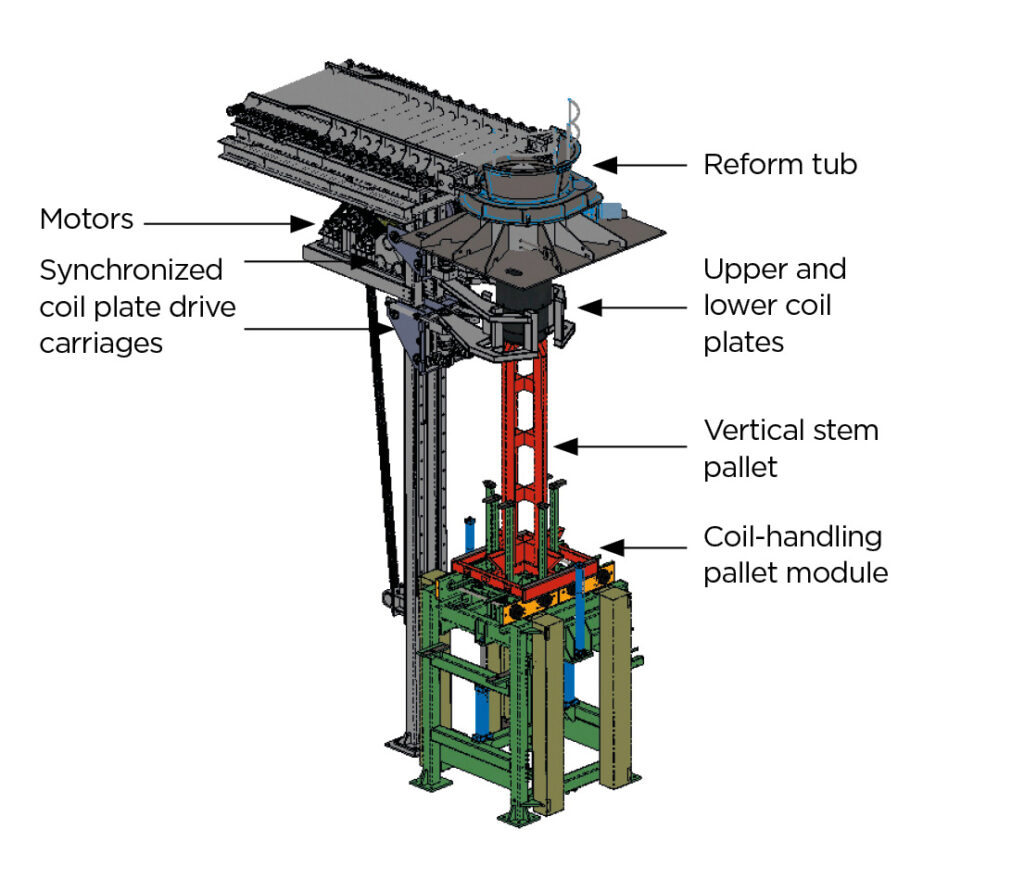
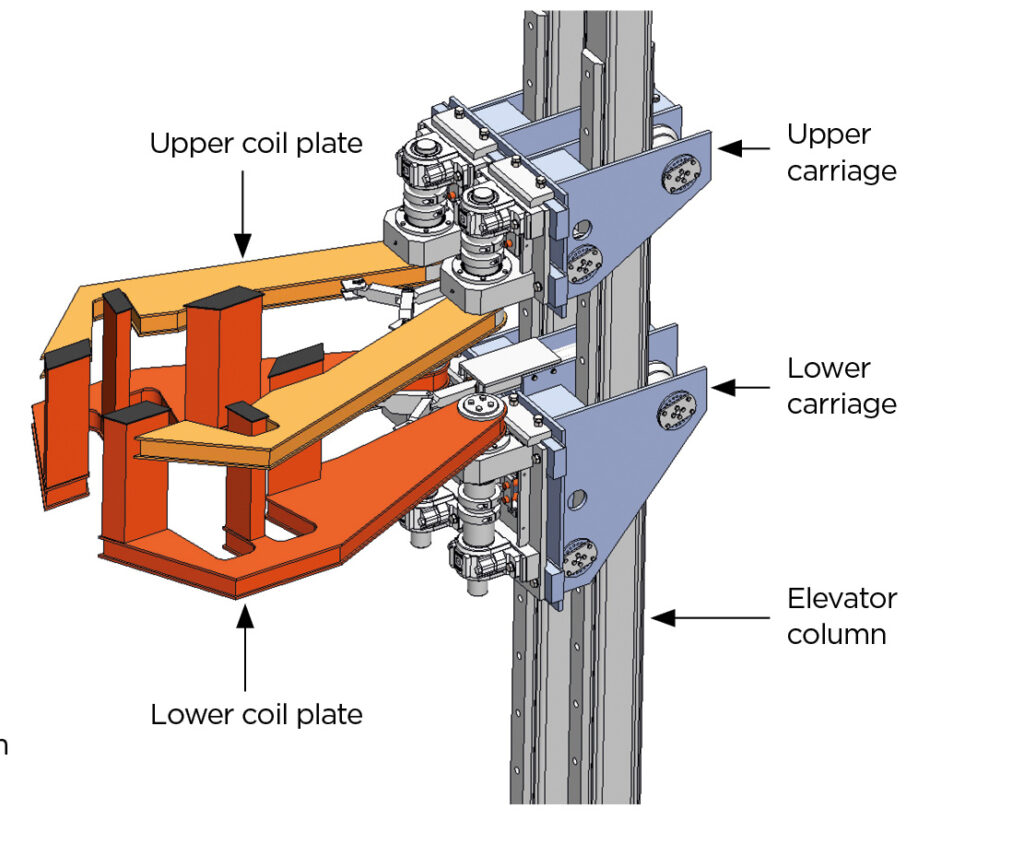
一种已获得专利的新型集卷筒设计消除了所有的收集 过程中的盘卷下落。这种无级式集卷筒包括了两个安 装在同一根立柱上的盘卷升降装置(图5)。线圈从冷却 运输线出口端落到集卷筒内,被上线圈托板接收,然后 以一个受控的速度下降。当上线圈托板到达其行程末端 时,就会套在下线圈托板上。这种互锁式设计保证了上 线圈托板在没有任何下落或跨越的条件下将盘卷移交 给下线圈托板(图6)。移交后,上线圈托板打开,使上移 动架在接收下一个盘卷前复位。当成卷操作完成后,下 移动架快速移动到卷芯架底座处,下线圈托板在这里将 盘卷移交给立式卷芯架或双臂芯棒。该系统对操作人员 和关键部件都起到了有效的保护作用。联锁门防止了工 人在系统运行时进入这些区域。
产能、质量和设备寿命指标的改善
新开发的吐丝机技术有助于解决许多线材轧机都存在 的轧制速度受限、产量低和质量差等问题。获得专利的 自我再生工艺显著延长了吐丝管寿命。结果,线材轧机 由于减少了吐丝管更换次数而得以提高轧制速度和增 加产量。卷形也明显改善,并因此而降低了盘卷高度。 高质量的线材产品能够更好地满足市场的需要。
除了吐丝机的改进之外,无级式集卷筒系统保证了将良 好成形的线圈从运输线通过布卷器顺利地转移到线圈 托板上。这同样有助于卷形的明显改善,从而能够减少 轧机停产和向下游用户提供更满意的产品。