This post is also available in: English (英语)
通过为传统的轧辊轴承座配备普锐特冶金技术液压 轧机稳定装置,热带钢轧机穿带时对精轧机架的冲击 力能够降低一半左右,轧机的振动幅度大大减小。
如今的市场要求将高强钢种轧制到更薄规格并达到出 色质量,这就需要提高轧制力。带钢在更大轧制力的作 用下以更快的速度通过轧机,因而在穿带时产生了更 大的冲击力,造成轧机振动幅度加大。这种冲击力或轧 机振动不仅会缩短机械部件的使用寿命,而且会降低 运行稳定性和轧制效率。
通过对工作辊轴承座的行为进行研究,发现它们在轧 制过程中并不稳定,存在着活动的现象。产生较大冲击 力的原因是:由于支承辊比工作辊的惯量大,穿带时工 作辊的相对速度小于支承辊的速度,这就产生了一个 朝向牌坊入口侧的水平力。如果工作辊轴承座和轧机 牌坊之间存在间隙的话,这个力会使工作辊朝牌坊入 口侧方向明显移动。当工作辊轴承座撞到牌坊入口侧 时产生很大的冲击力,并开始掉转方向朝牌坊出口侧 移动。轧机振动现象可以解释如下:上、下工作辊以相 反方向振动,主要发生在水平方向上。当工作辊轴承座 和轧机牌坊之间存在间隙时,机架容易在压下量大的情 况下产生振动。如上所述,工作辊轴承座和牌坊之间的 间隙是造成不稳定的主要原因。
- • 降低带钢头部穿入轧机机架时的冲击力,因 而减轻磨损和节省维修成本
- • 减小轧机振动,能够达到更大压下量
- • 提高轧机运行的稳定性
- • 穿带和甩尾时使带钢方向保持稳定
- • 易于安装在各种类型轧机上,也可用于现有 轧机的改造
巧妙的方案
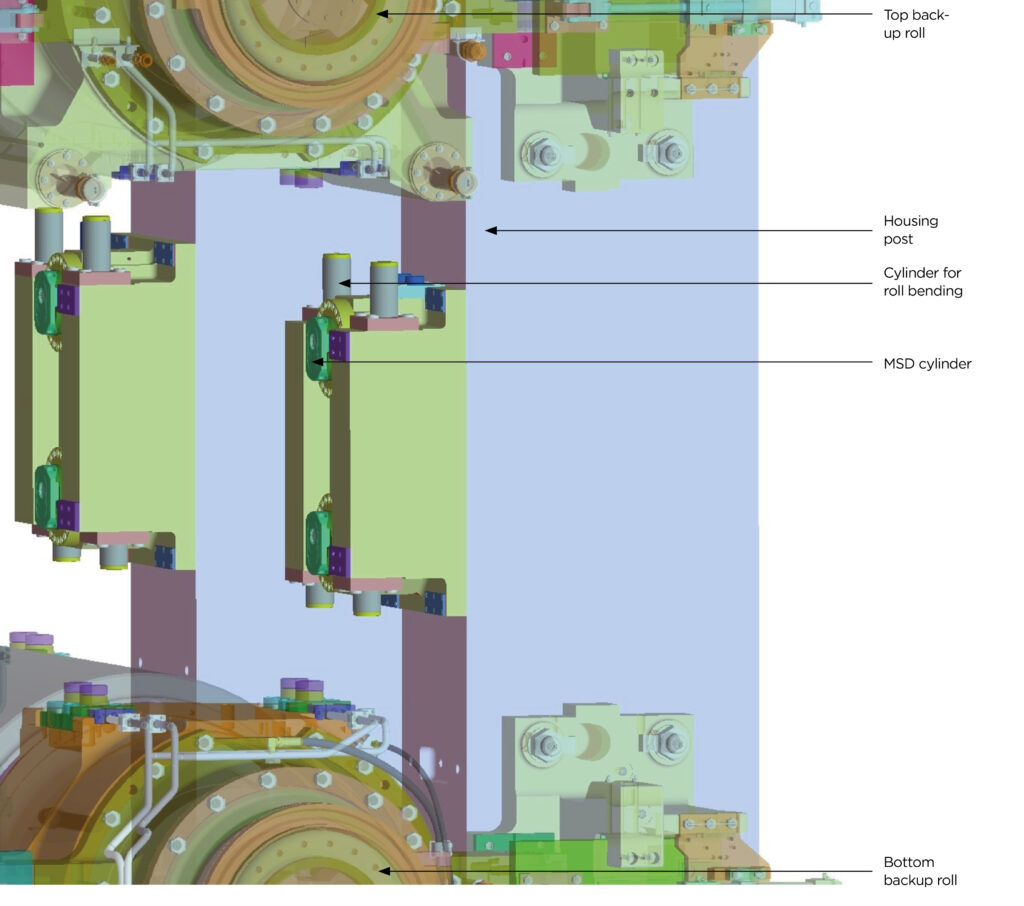
为了解决这方面的问题,普锐特冶金技术开发了轧机稳 定装置(MSD),它消除了轧辊轴承座和牌坊之间的间 隙。MSD安装在轧辊轴承座和轧机牌坊之间,由带有阻 尼孔的液压缸组成,能够有效地减轻冲击(图1)。
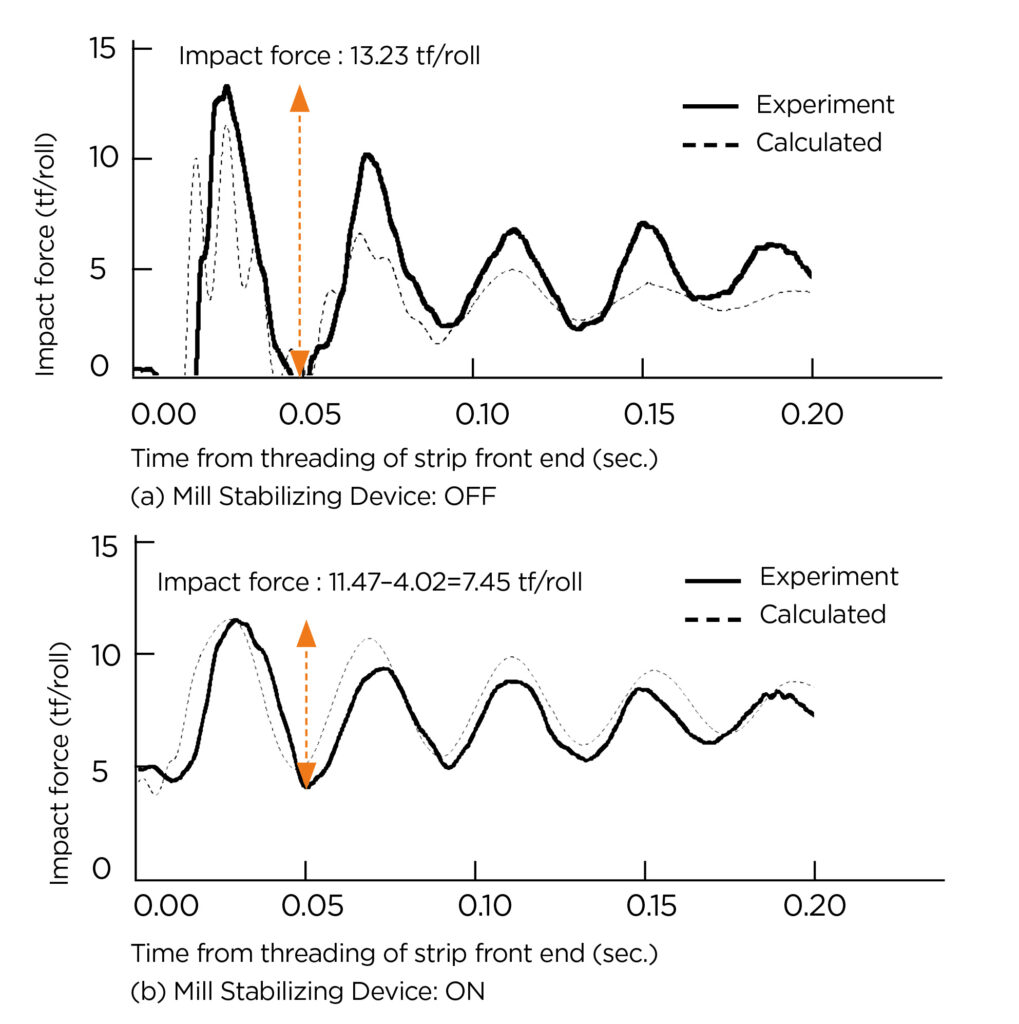
这种巧妙的方案首先在一套装有压头的测试用轧机上 进行了试验,并在冲击力与时间关系图上比较了MSD 关闭和打开时的穿带冲击力。在MSD关闭时,每根辊的 冲击力是13.2吨;而当MSD打开后,每根辊的冲击力降 至7.45吨(图2)。
MSD用于实际轧机生产的结果
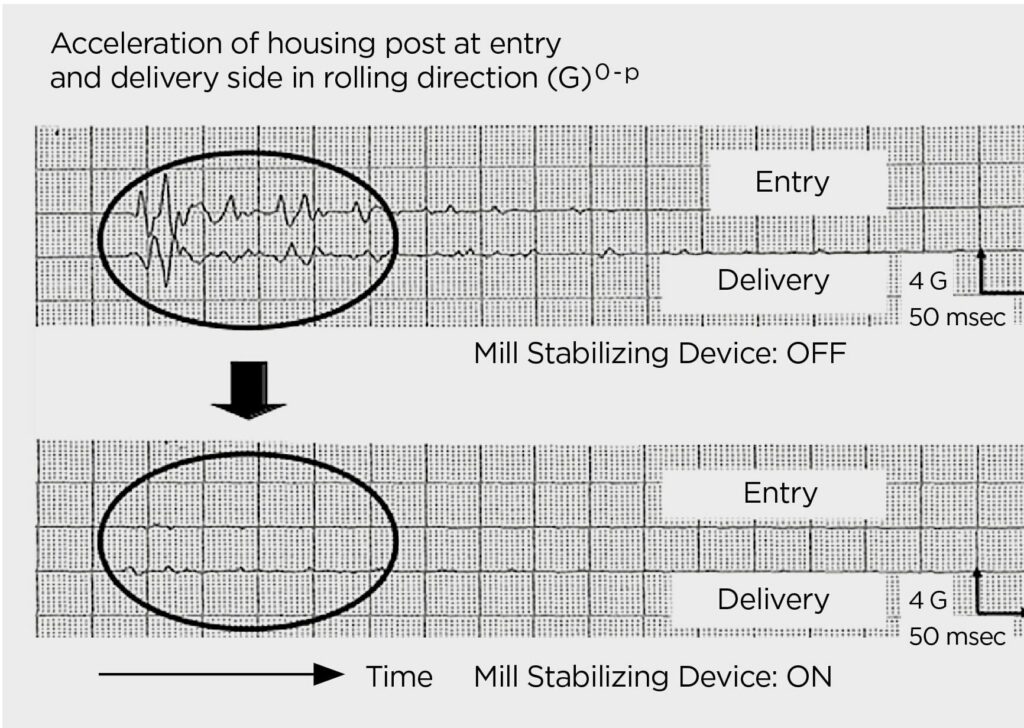
在浦项光阳厂,用安装在一套热连轧精轧机架牌坊入口 和出口侧立柱上的加速度计测量了轧制方向上的冲击 加速度。当MSD关闭时,带钢穿入机架产生了很大的冲 击加速度;而当MSD打开时,加速度大幅度减小(图3)。 这就显著减轻了工作辊轴承座周围机械部件的磨损,从 而降低了维修成本。
轧制生产中轧机振动的改善
随着压下量增大和带钢速度加快,轧机机架容易突然开 始剧烈振动。这是由于上、下工作辊以相反方向振动(主 要沿水平方向)而造成的。这种振动属于自激式,频率主要在60 Hz – 90 Hz范 围内。轧机振动发生在一条由轧制速度和参数“单位宽 度轧制力 x 厚度压下量 ”确定的标准曲线上方。
这条标准曲线受水平方向上动态刚度的影响。由于 MSD消除了轧辊轴承座和牌坊之间的间隙,动态刚度 得以增大。受压流过阻尼孔的液压油的粘性提供了大部 分减振作用。
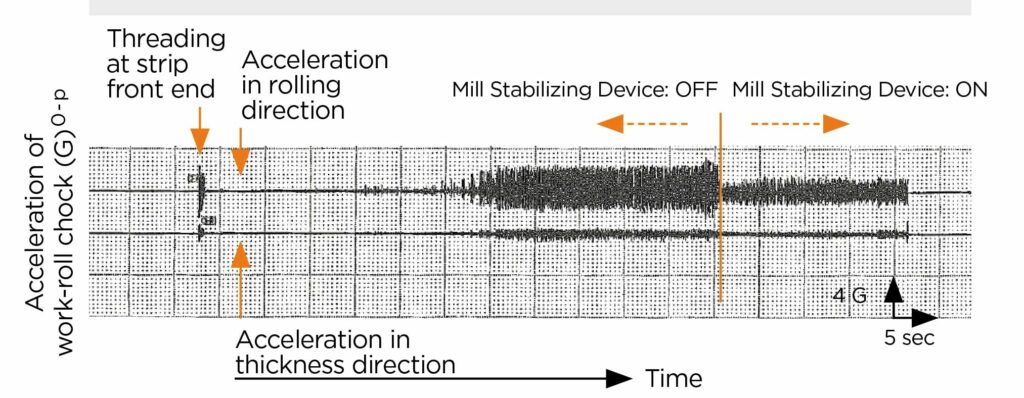
因此,随着振动加剧,阻尼作用也增强。MSD打开时的 动态刚度大约是关闭时的两倍。在浦项光阳厂,用安装 在一套热连轧精轧机架工作辊轴承座上的加速度计测 量了轧机振动的加速度。当MSD打开后,轧机振动能够 减轻(图4)。这意味着能够轧制硬度更高和规格更薄的 材料。
PC轧机的设备组成
为人熟知的PC轧机开发于上世纪80年代,目的是改善 带钢凸度和板形控制。现在,这种已经发展到第三代的 轧机用液压缸取代了入口侧的机械式轧辊交叉机构。液 压缸属于MSD系统的组成部分,用以将工作辊推向牌 坊出口侧,从而消除工作辊轴承座和牌坊之间的间隙。
具有突出优点的成熟方案
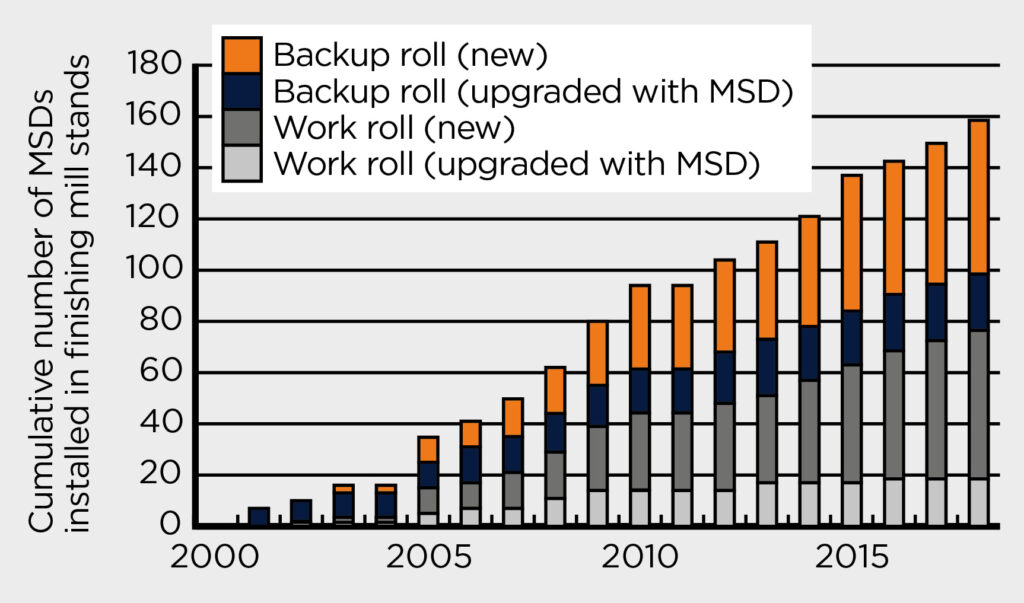
自2000年以来,已有将近160套MSD安装在PC轧机和 其他类型轧机的工作辊和支承辊上(图5)。当支承辊也 配备MSD后,支承辊轴承座和牌坊之间的间隙也得以消 除,保证了支承辊和工作辊之间更好地对中。因此,减小 了轧辊轴向的推力,从而降低了传动侧和工作侧之间的 轧制力偏差,其结果是提高了带钢方向的稳定性。MSD 能够方便地安装在新建轧机以及改造轧机上。