This post is also available in: English (英语)
每年,可逆式冷轧机上都有数以千吨计质量出色的带钢作为废料被切掉。一 种新型焊接方案,即交叉缝焊机(CSW),和一种创新性轧制方法,能够减少 废料量,使轧机收得率提高6%以上。日本JFE钢铁公司已经率先订购了第一 批CSW。
600,000 t/a – 800,000 t/a之间的冷轧生产通常采用 一套双机架可逆式冷轧机(2RCM)或两套单机架可逆式 冷轧机(RCMs)的配置。 这样的生产工艺连续轧制到最后 道次,而带钢头尾两端始终卷取在卷筒上。带钢两端未被 轧制的部分被切除报废。2RCM产生的头尾废料量一般约 占总产量的6.5%,而两套RCM的废料量在2.5%左右。
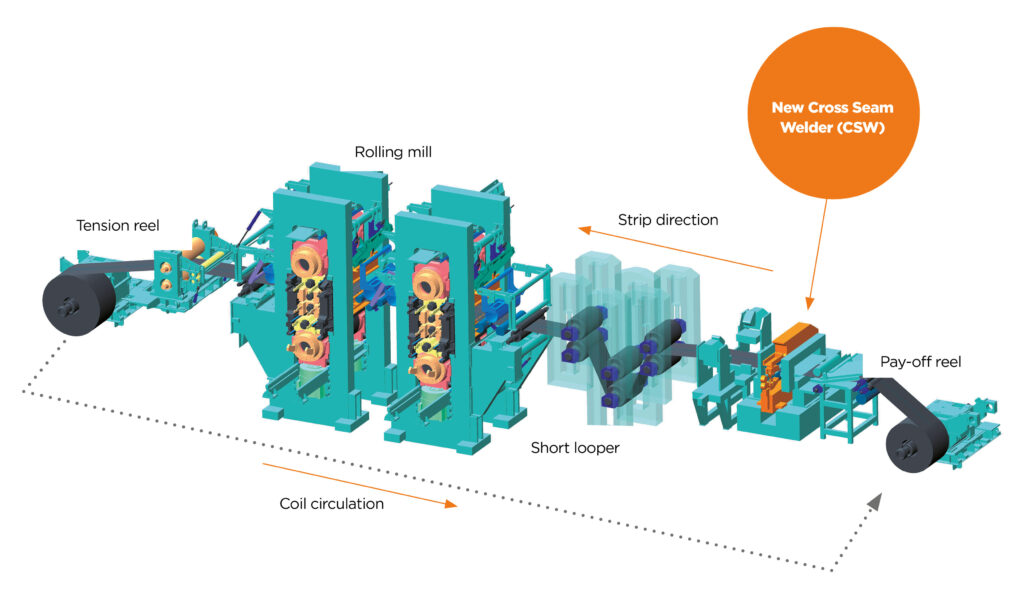
为了提高可逆式冷轧机带钢轧制的总收得率,普锐特冶 金技术工程师开发了一种采用连续单向轧制的新型冷 轧系统。每轧完一个道次后,带卷均返回开卷机处接受 下一个道次的轧制,直至达到预定带钢厚度(图1)。这种 系统能够将废料量减少到仅仅0.3%,意味着2RCM的» 收得率提高幅度超过了6%。连续单向轧制的主要特点 是带卷循环,带卷接合,超低速轧制,新型交叉缝焊机 (CSW)能够接合厚达6.5 mm的带钢。
交叉缝焊机(CSW)介绍
CSW焊机类似于传统的窄搭接焊机(MSW),也属于 电阻焊。图2示意了CSW焊接原理。采用这种焊接方法 时,前一个带卷的尾端和下一个带卷的头端均被夹钳固 定,用一台双切剪(图中未标)同时切掉,然后将切割端 搭接(图2中的A视图)。搭接部分被电极滚轮压紧后通 电,电阻产生的热量使搭接段接合在一起。焊机沿带钢 宽度方向移动,并在移动过程中完成焊接。
与CSW相比,传统窄搭接焊机有两个主要缺点:一个 是焊接厚度有限,最多4.5 mm;另一个是焊后焊缝处 有台阶。CSW则通过采用一种称为交叉型锻的技术和 施加更大的电流解决了这些问题(图3a和3b)。后者使 焊接部位软化,从而更容易在高温下使焊缝较厚部分变 形。因此,CSW能够达到完全没有台阶的接合效果,非 常适合于冷轧工艺(图4a – 4c)。大电流的采用使得能 够焊接的带钢厚度达到6.5 mm左右(图5a – 5c)。另 外,由于CSW的设计在很大程度上是以MSW为基础, 因而还具有成本低和结构紧凑等其他优点。
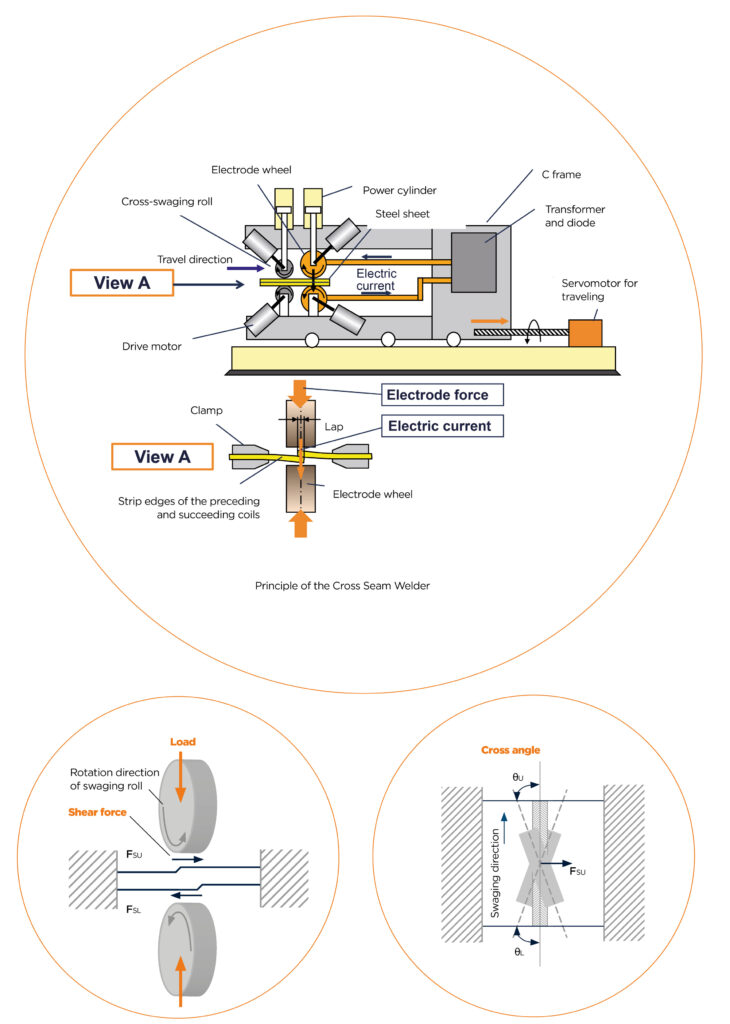
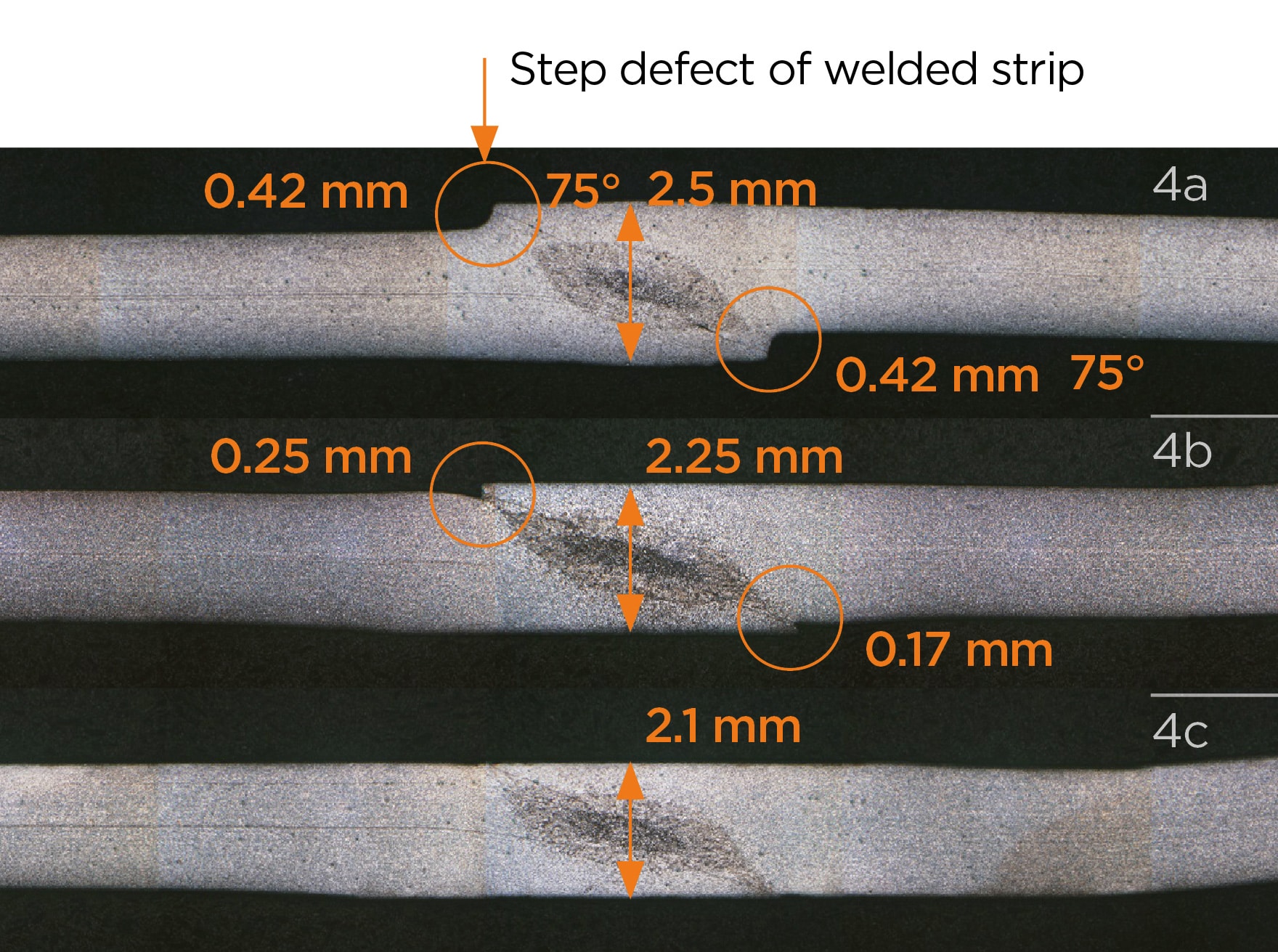
图 4A:焊后带钢横截面的宏观结构
图 4B:焊接后碾压辊立刻互成0度角轴向转动的结果
图 4C:焊接后碾压辊立刻互成3度角轴向转动的结果
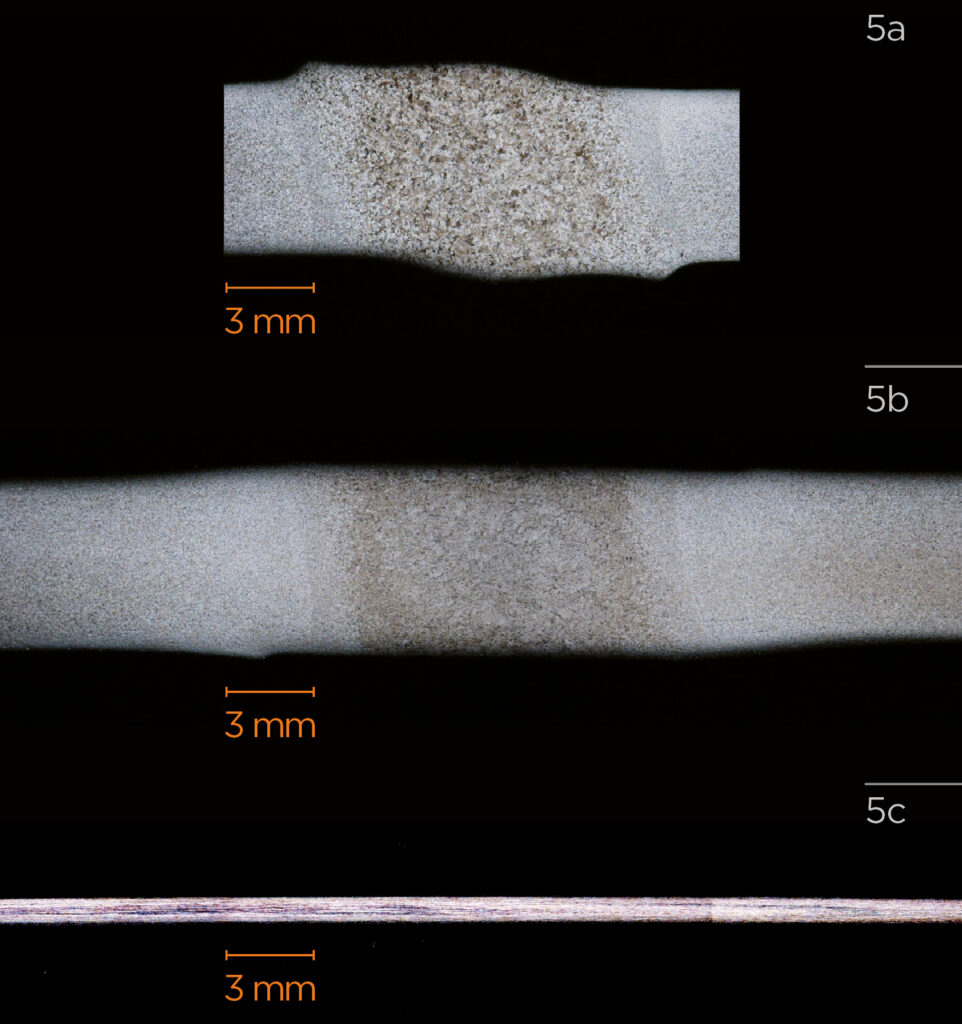
图 5A:焊后带钢横截面的宏观结构
图 5B:带有交叉碾压焊缝的带钢横截面的宏观结构
图 5C:轧制到1.0 MM后的带有交叉碾压焊缝的带钢
CSW的其他应用可能性
除了适用于可逆式冷轧机,CSW还能用于酸洗线。普 锐特冶金技术工程师进一步拓展了CSM的可能应用范 围,将其推广到串列式冷轧机。在传统工艺中,热轧带 卷被送到酸洗线,以在冷轧前去除氧化皮。在进入酸洗 线之前,用焊机将带钢接合在一起,以实现连续酸洗。 几十年来,许多厂一直使用闪光对焊机。不过,这类焊 机一般体积大,价格高,因而不太适合于中小型企业使 用。闪光对焊机的另一个缺点是不能焊接市场需求稳步 增长的高抗拉强度钢种(HSS)和其他先进钢种。因此, 现有酸洗冷轧联合机组中的闪光对焊机迟早会被淘汰。 如果普锐特冶金技术正在进行的HSS和特殊钢焊接试 验最终获得成功,那么,新型CSW也许会成为满足钢铁 企业未来焊接需要的选择。
CSW的优点和第一个工业项目
普锐特冶金技术的新型交叉缝焊机为生产企业酸洗冷 轧联合机组上使用的闪光对焊机和激光焊机带来了一 种大幅度节省投资成本的可选替代方案。除了能够焊 接厚带钢(达到6.5 mm),CSW能够焊接的钢种类型 也更多。在可逆式冷轧机上,新开发的连续轧制工艺和 CSW的结合能够让客户从数千吨避免被浪费的产品中 获得明显收益。
CSM的第一份订单来自日本JFE钢铁公司位于日本 西部的仓敷厂。这台CSM安装在该厂的1号连续酸洗线 上,并已于2015年4月投入运行。第二台CSM的订单来 自JFE位于日本东部的千叶厂,将安装在该厂的5号连 续酸洗线上,计划于2016年4月投入运行。