This post is also available in: 简体中文 (Chinese (Simplified))
The need to roll increasingly high-strength steel strip with ever-increasing tensile and yield strengths has led to the world’s first 6-stand 6-high tandem cold-rolling mill at Hyundai Steel in South Korea. Completed within only 23 months, the project features an advanced Universal Crown Control Mill (UCM mill) that is linked to an innovative pickling line for outstanding product results.
Hyundai Steel operates an advanced continuous pickling line and linked tandem cold-rolling mill (PLTCM) that was supplied by Primetals Technologies to process high-strength automotive steels. Features of this line include iBox (immersed box) pickling tanks and a tandem cold mill with six 6-high Universal Crown Control Mill (UCM) mill stands. Starting with a strip entry thickness of 1.5 mm to 5.0 mm at strip widths between 800 mm and 1,650 mm, the 6-stand mill is designed to roll high-strength automotive and other steel grades to finishing gauges between 0.30 mm and 2.3 mm. During commissioning, automotive steels with strengths of 1,180 MPa were successfully rolled to a thickness of 0.8 mm. UCM mill technology, combined with high-response hydraulic gauge control (HYROP-F), is applied to ensure precise strip gauge and flatness control.
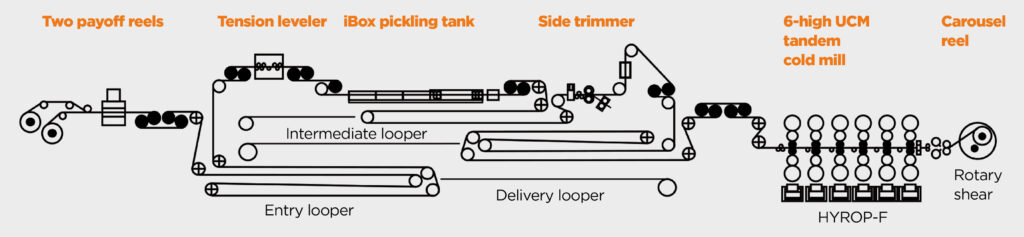
The new line is the third PLTCM installed at Hyundai Steel (Primetals Technologies installed two of the three existing lines). It is capable of producing 1.8 million tons of high- quality cold-rolled strip for the automotive and construction industries. Figure 2 depicts the layout of the PLTCM.

iBox pickling tank
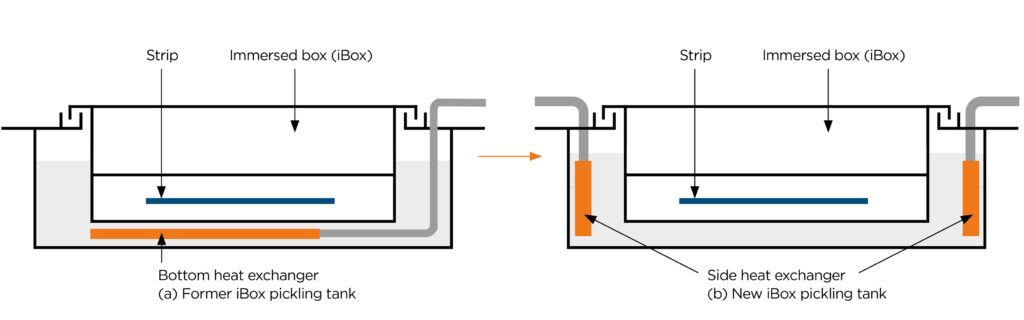
The mill entry side is linked to a pickle line that employs iBox tanks from Primetals Technologies. iBox pickling technology is characterized by its superb descaling efficiency with acid turbulence, energy savings and low maintenance requirements. This unique pickling solution does not require continuous acid circulation using pumps – as is the case with other circulation-type tanks – and steam consumption is decreased thanks to specially designed tank covers (Figure 3).
Hyundai Steel produces mostly high-strength steels with high silicon contents. iBox pickling tanks were supplied to avoid the problems that arise in connection with silicon- sludge clogging in conventional tanks. Normally, since the external heat exchangers of conventional circulation- type pickling tanks have small holes on the process side, they tend to get clogged with silicon sludge, which disturbs pickling operations. With iBox technology, the heat exchangers are installed along the sidewalls of the pickling tanks, which considerably facilitates tank access and maintenance (Figure 4). The accumulation of silicon sludge in the pickling tank does not affect line production, and the heat exchangers can be removed for easy maintenance and cleanup work.
Universal Crown Control Mill
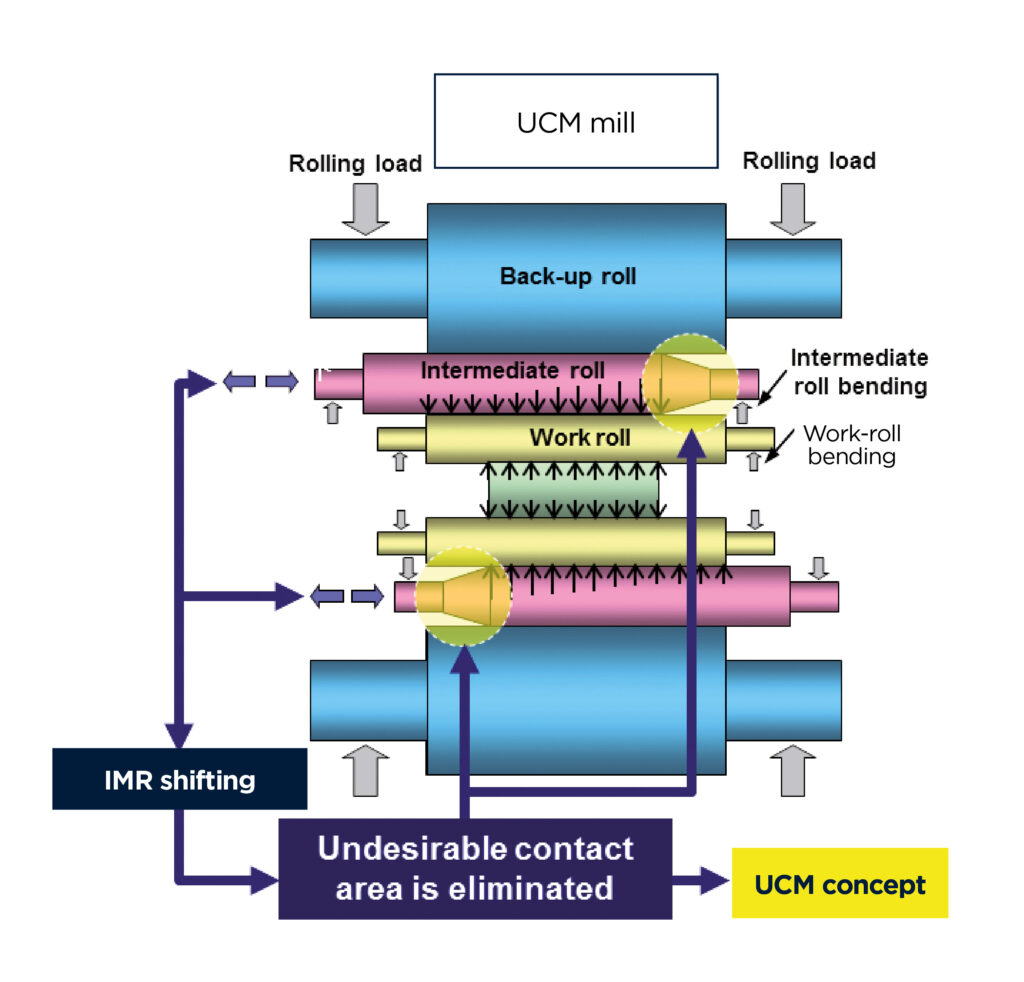
To meet the expected market trend calling for harder high-strength steels, Hyundai Steel decided to build the new PLTCM with six 6-high mill stands. UCM mill technology was selected because of its proven benefits and superiority in rolling advanced steel grades. Depending on the strip width, the intermediate roll is shifted axially in the roll direction to prevent undesirable contact between the work and backup rolls. The UCM mill solution results in a major improvement in strip-shape-control performance and self-stabilization of the strip shape. The mill stand is also equipped with work-roll and intermediate-roll bending functions to further enhance strip-shape control during flying gauge changes or width changes. Another decisive benefit that results from the novel roll arrangement of a UCM mill is that it is possible to use smaller-diameter and straight work rolls (without an initial crown) for the rolling of all steel grades. Improved strip flatness during strip-shape changes employing a UCM mill with straight work rolls minimizes cobbles, associated roll damage and strip breakage. Strip passing to the tension reel after the shear cut is also stabilized. The use of smaller-diameter work rolls means that greater strip-thickness reductions can be achieved during each mill-stand pass. Depending on the product mix and targeted finished-strip dimensions, in some cases it is even possible to reduce the number of required mill stands by one for significant investment cost savings. Changing the work and intermediate rolls is possible without removing the strip from the mill. This feature plays an important part toward enhancing production efficiency. The roll-change system is fully automated to decrease roll-change downtime.
The function principle of a UCM mill is depicted in Figure 5. Additional features and advantages of UCM mills and the latest mill development – the Hyper UCM – are described in the next article.
Hydraulic Roll Positioning Device
Gauge accuracy depends largely on the performance of the roll-positioning device. The Hydraulic Roll Positioning Device (HYROP-F) was first introduced by Primetals Technologies and has been installed in more than 600 stands throughout the world. It consists of hydraulic cylinders, a force motor valve (FMV), a high-response, directly operated servo valve and a position detector that is accurate to one micron. The accuracy of automatic gauge control has dramatically improved using HYROP-F. The length of off-gauge strip is notably reduced and overall yield is increased.
Mill exit area, coil-handling system and inspection area
At the mill exit, a drum-type high-speed rotary shear, a belt wrapper and a carousel-type tension reel are installed. Compared to a two-tension reel arrangement, the carousel- type reel has only one winding position close to the last stand, which allows high-speed and safe winding on the reel. Cold-rolled strip can be wound continuously without any stoppage for coil switchover. The coil-handling system is comprised of a delivery coil car and a walking beam that is complemented with a shuttle car to reduce transport time to the inspection station. The newly designed inspection station facilitates careful inspection of both sides of the strip.
Impressive project commissioning
The time from order placement in June 2011 to the scheduled mill start-up (hot run) in 2013 was only 23 months. Within a period of just over 6 months, productivity of the new PLTCM already exceeded 100% with good strip shape and gauge results. This success can be attributed to the use of advanced yet proven technology, dedication to rolling excellence, and the outstanding cooperation between the project teams of Hyundai Steel and Primetals Technologies.
- Work-roll deflection is reduced
- Straight work rolls can be applied
- Strip crown and edge profile is reduced
- Work-roll inventory can be greatly reduced
- Use of smaller-diameter work rolls is possible
- Work- and intermediate-roll bending is effective