This post is also available in: 简体中文 (Chinese (Simplified))
Advanced automation packages are decisive for casting products that meet the highest quality demands at maximum levels of productivity and yield. New challenges that arise from ever-increasing market requirements and the need to enhance the continuous casting process to enable the production of new and special steel grades, including soft reduction, can be met with proven and exciting automation solutions from Primetals Technologies.
Ensuring optimum steel quality requires the right equipment and process control combined with experience, metallurgical know-how and precision. On the basis of the knowledge acquired from hundreds of slab, billet and bloom caster references that Primetals Technologies has successfully implemented since the introduction of slab-casting technology at voestalpine in Linz in 1968, steel producers have at their side a partner with vast automation know-how to enhance and optimize their existing casting operations. This is exemplified by an advanced secondary cooling and soft-reduction model suite that comprises DynaPhase, Dynacs 3D and DynaGap Soft Reduction 3D, which works in conjunction with Nozzle Expert and Speed Expert (Figure 1). The model suite takes cooling precision and control possibilities to a new dimension of excellence. With its modular setup, the solution package can be installed on existing caster equipment and even integrated with basic automation systems from other suppliers. All process models can then be ideally adapted to the specific customer requirements in the Maintenance and Setup System (MSS) tool of Primetals Technologies.
Nozzle testing and evaluation results
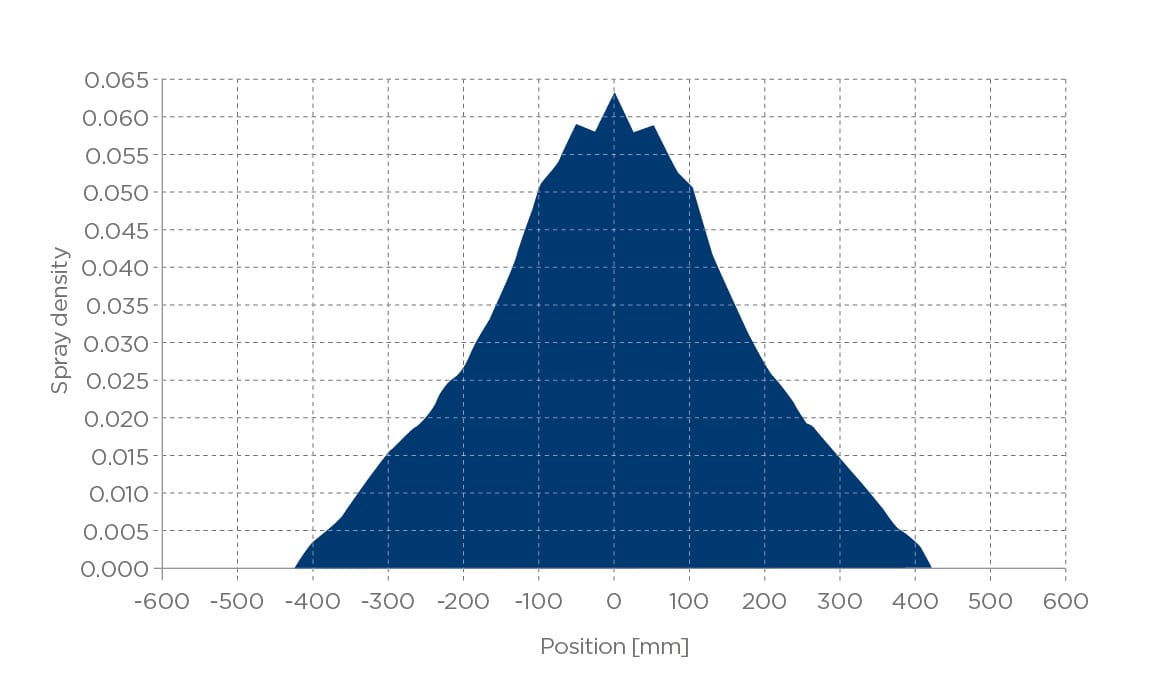
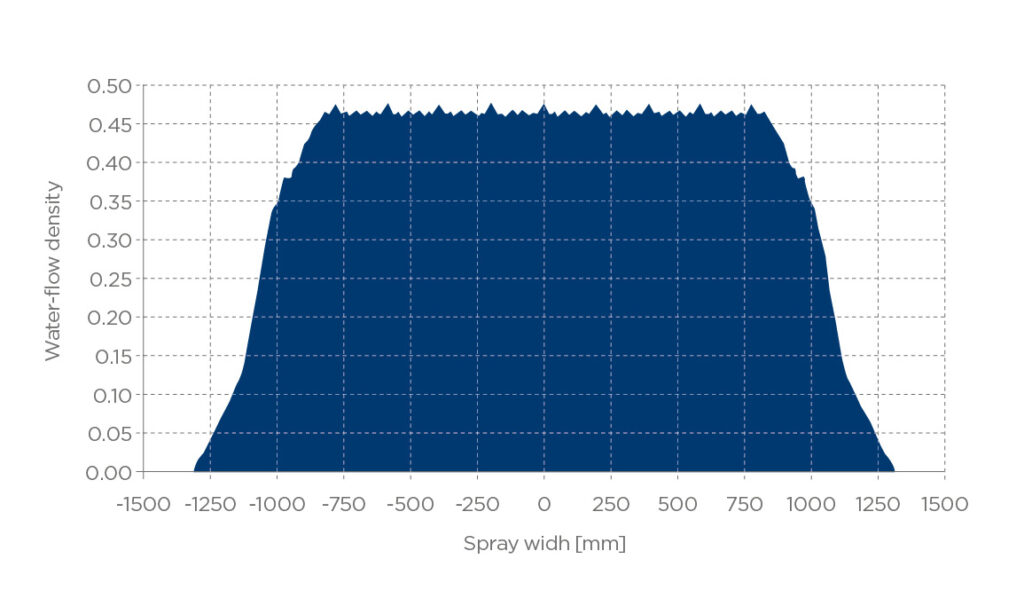
When setting up an advanced secondary cooling system for a caster, it is of utmost importance that all parameters are taken into consideration that can have an impact on the calculation of the 3D temperature profile of the cast strand. This includes the evaluation results when testing the spray-water distribution of different nozzle types at the nozzle testing stand (Figures 2–4). The derived information, including the exact position of the nozzles in the cooling zones of a caster, is entered into the MSS of the Dynacs 3D model for the online calculation of the 3D thermal profile of the strand.
The MSS allows all cooling-relevant settings to be configured in such a way that the spray water distribution in the various cooling zones and the application of defined cooling strategies can be optimized for slab, bloom and billet casting machines. Acquired metallurgical know-how can also be easily incorporated into the Dynacs 3D automation setup. A built-in offline simulation system enables comprehensive testing of new parameter settings prior to their application in the production process.
DynaPhase – online calculation of material properties
Knowledge of the thermodynamic properties of steel (enthalpy, density and conductivity) as a function of the steel temperature is vitally important for the calculation of the 3D temperature profile of a strand. Traditionally, steel grades are grouped together and an average chemical analysis is made for each steel group. The respective material properties of the group are then experimentally determined. This information is manually entered into the MSS by the metallurgist, which is a time-consuming procedure. However, casting operations show that there can be a difference in the point of final strand solidification by half a meter and even more when casting different steel grades within a particular steel group. This fact thus underlines the need for the online calculation of the actual steel grade properties.
With the DynaPhase software model, thermodynamic properties of each individual steel grade can be calculated online on the basis of the relative proportions of coexisting steel phases at a particular temperature and with consideration to minimizing the Gibbs free energy quantity. This information is also entered into the Dynacs 3D system for calculating a 3D strand-temperature profile. The interplay of the DynaPhase and Dynacs 3D process models to do this is unique in the industry.
Number of references: 11 since the introduction of this process model in 2013; four additional projects will be implemented between 2017 and 2019

Dynacs 3D – advanced secondary cooling system
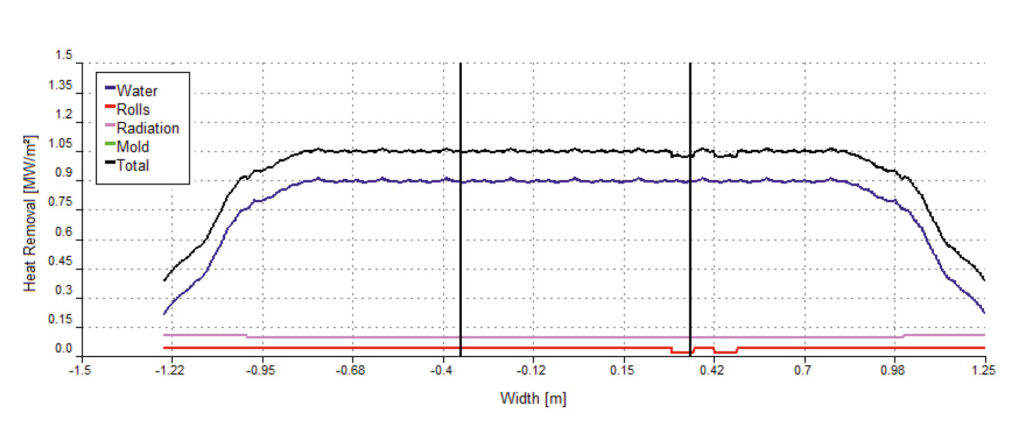
Continuous improvements in computer performance have made it possible to calculate the temperature at any point within a strand in real time, which allows detailed 3D temperature profiles to be generated with the Dynacs 3D process model from Primetals Technologies. The model is based on an explicit finite-volume approximation that solves the heat-transfer equation and takes into consideration temperature-dependent steel density as well as the slab thickness and width at a specific position. Dynacs 3D accurately assesses the heat transfer from the slab surface from radiation, heat transfer to the rolls, natural convection and spray water (Figure 5). Furthermore, Dynacs 3D can be applied for both spray-water cooling and air-mist cooling, and it takes into account the spray-distribution pattern of the nozzles and the actual spray-water temperature. This allows an even more precise determination of the strand surface-temperature profile and the final point of strand solidification.
With these precise temperature calculations, even individual control of the water flow rates and precise positioning of each cooling nozzle by means of moveable 3D spray nozzles is possible. The control algorithms of Dynacs 3D calculate the water-flow setpoints to reliably obtain the targeted strand-surface temperature values. This is the basis for homogeneous cooling of the strand surface and thus excellent surface quality.
Knowledge of the exact point of complete strand solidification then allows precise soft reduction to be applied beforehand to eliminate center-strand porosity. Another advantage of the described DynaPhase and Dynacs 3D process models is that they can serve as powerful off-line simulation tools for creating the cooling strategies for new steel grades.
DynaGap Soft Reduction 3D
DynaGap Soft Reduction 3D features the dynamic adjustment of the roll gap for strand-thickness changes. It also minimizes or eliminates centerline segregation for improved internal strand quality. This is made possible with the use of specially designed strand-guide segments where the roll gap is remotely adjusted.
On the basis of the online information provided by the Dynacs 3D thermal tracking model, the required roll-gap setpoints are dynamically calculated by the DynaGap Soft Reduction 3D model. Supervision of the roll engagement, depending on the actual state of solidification (liquid, mushy or solid) and the calculated strand-thickness profile, are decisive for ensuring precise roll-gap adjustments and thus superior product quality. An optimized roll engagement also reduces excessive forces on the strand and minimizes roll wear.
DynaGap Soft Reduction 3D also makes it possible to freely define scenarios for start-up, tundish change and tailout strategies based on the thickness of the strand and the steel grade being cast.
Number of references: more than 45 since the introduction of this process model in 2011
Nozzle Expert – early detection of nozzle clogging
Nozzle Expert helps to detect clogged nozzles and broken hoses in continuous casting machines and consequently ensures that the strand is uniformly cooled for high-quality steel production. The model automatically monitors the condition of the nozzles during the casting process, and it can also be used to check nozzle status following maintenance work or segment changes. This allows nozzles to be immediately repaired before re-starting the casting process. Nozzle Expert takes into consideration parameters such as nozzle type, water pressure, pipe lengths, pipe diameters and nozzle positions.
Nozzle Expert is based on statistical models and indicates the clogging ratio of all nozzles in each cooling zone. Operators only need to inspect those zones where an alarm is generated. Calculations begin automatically with the start of casting, and the condition of the nozzles is monitored throughout the casting process.
Customer feedback confirms the accuracy of detecting nozzle failures in the secondary cooling system. In several cases, alarms have helped to detect leakages, clogged nozzles and even falsely installed nozzles on a segment.
Number of references: 20 since the introduction of this process model in 2013; seven additional projects will be implemented between 2017 and 2019
Speed Expert – optimum casting speed in any casting situation
Selecting the proper casting speed is especially important in continuous casting and it depends on numerous factors that include minimum/targeted/maximum speed for a particular steel grade, superheat, Mn/S ratio, low weight of steel in the tundish, the casting velocity for optimum soft reduction, machine-protection limits and other production requirements. These different factors are often contradictory. For example, increased production calls for a high casting speed, whereas safety requirements place limits on this.
Calculation of the optimum casting rate is based on different rules that take different aspects into account. Each rule defines a range that satisfies the requirements. Speed Expert first determines the intersection of suitable speed ranges. It then makes a selection that depends on the predefined strategy, which may be “max. speed” (maximum speed of intersection), “aim speed” (targeted speed for a particular production practice within an intersection), or “keep constant” (avoidance of speed changes as long as the actual figures are within the acceptable range).
Customers frequently have their own software solutions to calculate the ideal casting rate with consideration to various factors. Speed Expert covers most of these factors and is integrated within the MSS tool that allows the required settings to be adapted to individual needs. On the online HMI (human-machine interface), the operator can view the speed ranges (green bars) of all rules and the derived ideal figure (Figure 6). The operator can change the priorities of the different rules, and speed setpoints are automatically sent to the Level 1 automation system.
In continuous casting machines where soft reduction is applied, a series of moveable segments are installed at the end of the caster strand prior to strand solidification. Depending on the current casting situation (superheat, mold format, cooling practice), Speed Expert determines the ideal casting speed to ensure that the soft reduction process is completed exactly at the end of a particular segment. Speed Expert is distinguished by the fact that the required casting speed to achieve this can be determined online during a casting sequence.
Number of references: five since the introduction of this process model in 2015; three additional projects will be commissioned by 2017
Summarizing remarks
Primetals Technologies employs the largest in-house team of automation and mechatronics specialists dedicated to the metals industry. In the field of continuous casting, a vast suite of automation solutions and process-optimization models is available to customers to optimize their production performance and maximize product quality. This article summarizes the highlights of the sophisticated process models that are a part of the secondary cooling and soft reduction model suite.

