This post is also available in: English (英语)
如今,连铸机的二次冷却通常配备气雾喷嘴,以便能够达到很大的调节比,从而在 水流量从最大值变到最小值时保持喷淋模式不变。 为了防止铸流产生角裂,冷却区 还沿浇铸宽度方向分成中心和边缘冷却带。DynaJet Flex新型冷却系统使连铸机冷 却区的划分达到了更高的水平。 通过使用由脉宽调制信号控制的喷水嘴,能够比气 雾系统达到更高的调节比,并且由于降低了空气消耗而大幅度降低运行成本。
在二次冷却系统中,冷却水沿铸流宽度分布的划分起着至 关重要的作用。为了提高二冷水沿铸流分布的控制水平, 需要单独控制每个喷嘴的水量,而且应当增加喷嘴的数量。
恒定喷雾模式
通过采用所谓的“脉宽调制冷却”,喷淋强度的控制范围 可以不受喷嘴喷淋均匀性的限制。向喷嘴的供水以足够高 的频率重复开关,保证了期望的冷却强度与占空比直接挂 钩。水压无需改变,因此喷嘴的设计可以按照很窄的供应 压力范围准确地优化,从而能够确保喷淋模式的均匀性和 稳定性,而不必在扩大控制范围和稳定喷淋模式之间左右 为难。另外,还可以在液滴大小和速度(亦即冲击力)、喷嘴 堵塞和结垢方面进一步优化而不是折中。
DynaJet Flex系统与气雾系统相比具有明显的冶金优点(图1)。 由于调节比更大,板坯角部⸺还有角部附近区域⸺的任何过 冷问题都能够避免,从而降低了表面产生缺陷的风险。
DynaJet Flex喷嘴采用了杆状设计,通过标准连接器 安装到喷淋集管上。杆体与扇形段设计相适应,而模 块式喷嘴的头部可以安装不同的水嘴以满足方坯和板 坯浇铸的不同需要。这种波纹管-鞍座式喷嘴由一个 气动先导阀控制的先导压力加以驱动。
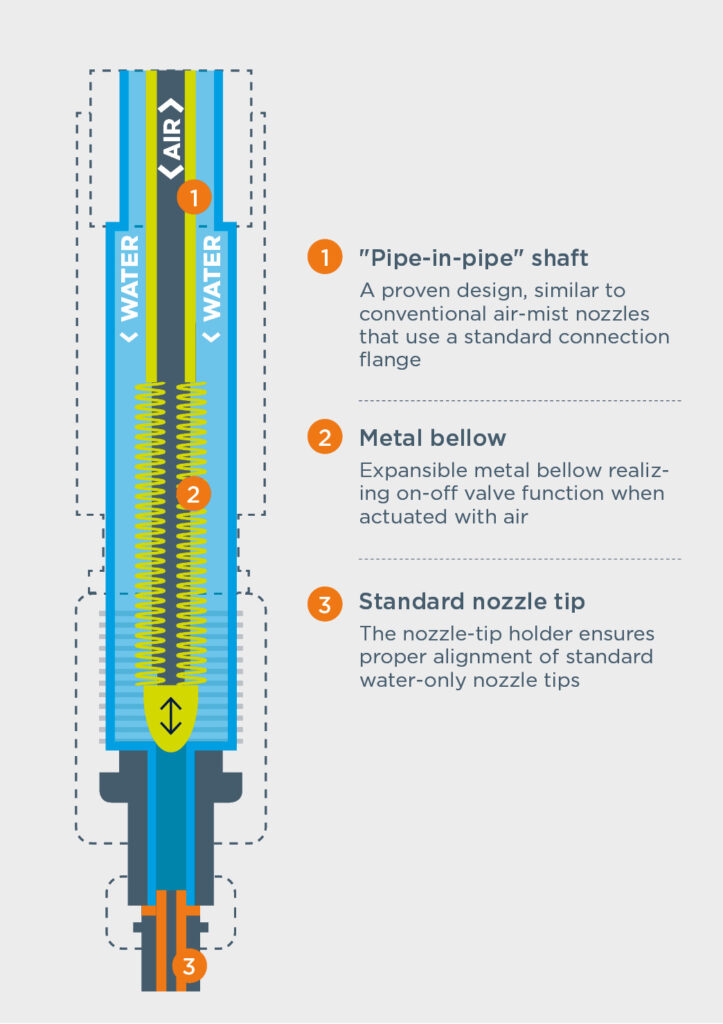
新型喷嘴设计
DynaJet Flex系统在新建和现有铸机上都很容易实施。喷嘴采 用了杆状设计,通过标准连接器安装到喷淋集管上。杆体与扇 形段设计相适应,而模块式喷嘴的头部可以安装各种不同的水 嘴(扁平形,密集喷淋扁平形,全锥形)以满足方坯和板坯浇铸 的不同需要。
这种喷嘴的调节比在传统喷水冷却方案的基础上明显增大,从 1:4提高到1:15甚至更高,同时不需要依靠高压泵来产生气雾。 在浇铸较小板坯时关闭的喷嘴每隔一段很短的时间就打开(比 如每30秒一次),以防止发生堵塞。
控制喷嘴的先导阀带来了以前的二次冷却从未达到过的灵活 性。即使采用扇形段上现有的供水管路,当前的冷却区也能进 一步划分成任何数量的独立分区,只是受到现有喷嘴数量的限 制。靠近冷却室布置的气动控制装置必须相应配置。比如,在 图2所示的例子中,一个供水控制阀同时向所有喷嘴供水。为了保证板坯边缘能够达到最佳冷却效果,沿宽度方向划分了 4个区(1个中心区和3个边缘区)。当然,如果采用更多的气动 先导阀,可以沿宽度方向进一步细分冷却区。
喷嘴的气动驱动通过设在冷却室外的机电一体化控制箱实施。 安装在一个专用控制器中的DynaJet Flex自动化保证了相应冷 却区的优化控制。系统自动调节脉冲参数⸺主要包括水压、 频率和占空比⸺以达到需要的冷却强度。
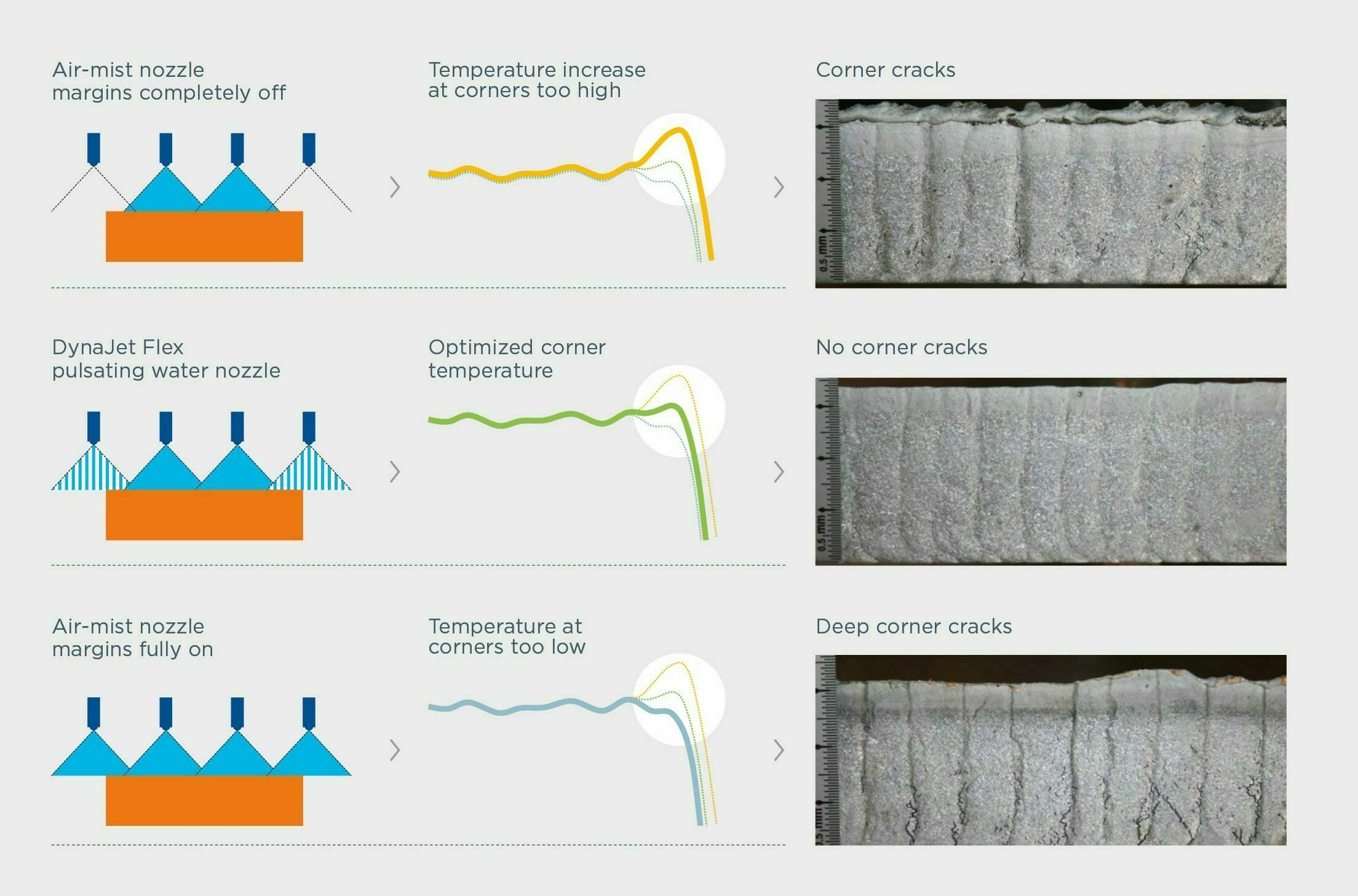
DYNAJET FLEX系统能够优化二冷温度分布,从而显著降低板坯产生角部裂纹的风险。
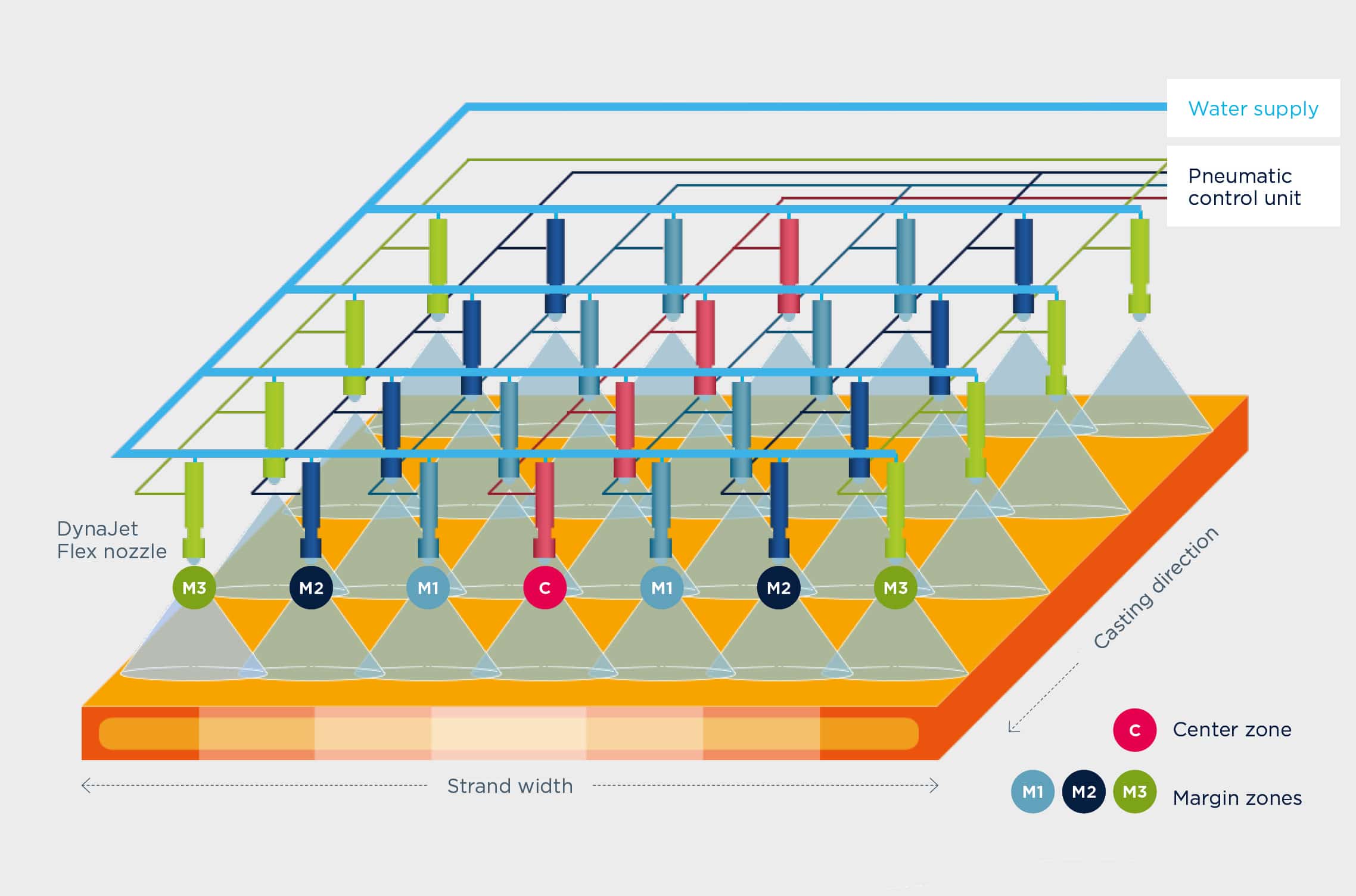
由于DynaJet Flex系统包括了多个独立的冷却区,可以方便地进行调节以同当前铸流宽 度相适应。
DYNAJET FLEX系统的实施
在实施新的二冷系统时,DynaJet Flex明显优于其他现有方 案。典型的气雾系统需要在设备上(比如弯曲段)安装大量的管 路及额外的水和空气连接,才能实现基于宽度的冷却控制。与 之相比,DynaJet Flex系统的安装可以重新利用现有水管和增 加极少量的空气管路。因此,可以在连铸机的年度停产维修期 间完成系统的升级。
增加的空气仪表和自动化可以在铸机运行过程中安装。换下的 弯曲段或扇形段可以在进行维修前改成使用DynaJet Flex喷嘴, 经过离线测试后在维修时安装到铸机上。空气管路与弯曲段或 扇形段之间的连接通过多个快速接头实现,从而能够在开始浇 铸时就启用DynaJet Flex冷却系统。事实上,采用DynaJet Flex 系统对那些没有划分中心-边缘冷却区的铸机进行升级,能够节 省大量的时间和费用。
系统的另一个重要优点是运行成本能够比气雾方案大幅降低。 气雾方案为使冷却水雾化而需要大量使用空气,而驱动Dyna- Jet Flex需要的空气量显著减少。它还可以不使用专门的空气压 缩机,而是使用压力达到30巴的氮气来驱动系统,从而进一步 降低成本。
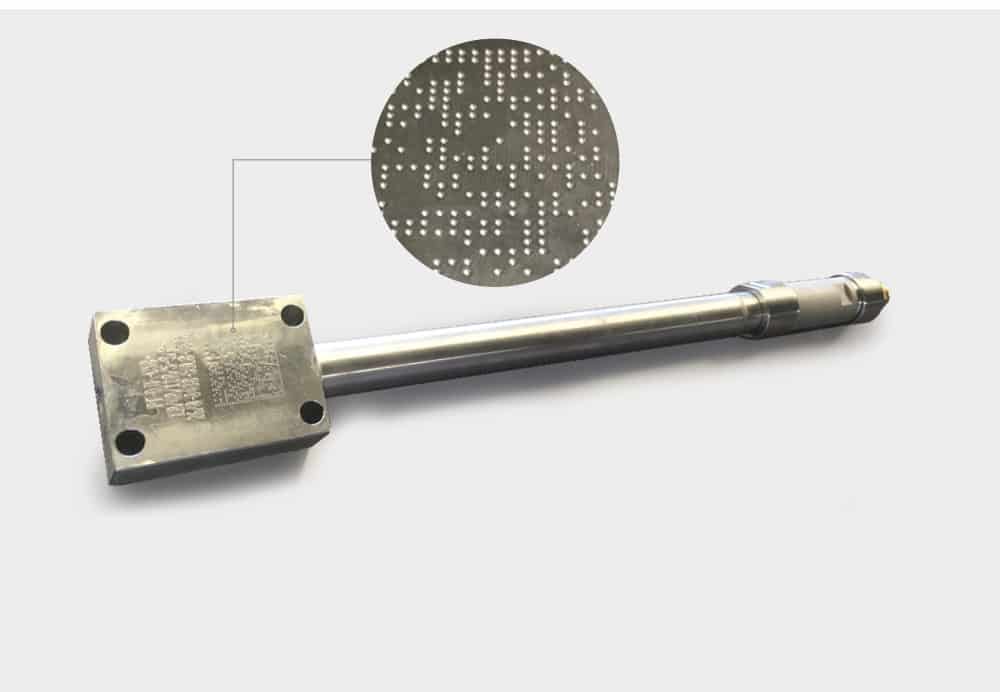
喷嘴的制造
在制造过程中,每一个DynaJet Flex喷嘴都单独编码。这个编 码不仅以人能读取的文字和序列号形式印在喷嘴上,还以机器 能够阅读的二维码形式印在喷嘴的安装座上。在普锐特冶金技 术制造DynaJet Flex喷嘴的工厂,每个喷嘴在发货前都单独进 行测试,包括性能检测(能否涵盖预定用途的整个运行范围)和 泄漏检测。这些测试和独一无二的识别码使喷嘴在整个寿命周 期内都能被准确地跟踪。
每一个DynaJet Flex喷嘴都不仅带有人能够直接读取 的标记,还带有机器能够阅读的二维码。在订购备 件时,可以很方便地扫描二维码⸺比如使用智能手 机⸺以确定喷嘴的准确型号。这个编码和一个独 有的序列号使喷嘴在整个寿命周期内都能被持续 跟踪。
精确的方案
为了优化控制DynaJet Flex系统,采用Dynacs 3D工艺模型计 算并动态控制沿整个铸流长度的三维温度分布。这种控制能力 使铸流冷却设定点和铸流最终凝固点都能根据拉速、板坯规格 和钢种等浇铸参数而精确地确定。
示范项目
作为一个工业示范项目,普锐特冶金技术DynaJet Flex喷淋冷 却系统于2018年11月在韩国现代钢铁公司唐津厂的2号双流板 坯连铸机上投入运行。现代钢铁公司面向包括现代汽车集团在内的汽车行业用户生产 特殊钢种,比如第二代和第三代AHSS。这些裂纹敏感钢种的 浇铸要求能够调节二冷宽度,以防止板坯角部过冷。为了在 800 – 1,650毫米的板坯宽度范围内在弯曲段区域调节喷淋冷却,2 号铸机安装了采用4级边缘控制的Dynajet Flex系统。结果, 浇铸出的板坯不进行火焰清理即可轧制⸺甚至无需检验。


采访
Paul Pennerstorfer
Paul Pennerstorfer是普锐特冶金技术最有经验的连 铸专家之一,是他主持了DynaJet Flex的开发。
是什么促使您开始开发DynaJet Flex?
Pennerstorfer: 在连铸中,板坯经常会产生 角部缺陷。我们的3D Sprays喷嘴调节系统能够通过 避免过冷而改善这一问题,不过在已有的设备上难 以采用这个方案。DynaJet Flex自然成为了下一步。 它可以作为升级项目的一部分而实施,比如在弯曲 段上,但不会造成连铸机长时间停产。
有没有取得意外突破的时候?
Pennerstorfer: 我们在项目一开始就取得了突破: 我们发现DynaJet Flex使用的喷嘴产生了梯形喷淋 模式⸺尽管采用了脉宽调制控制。一般来说,在冷 却水反复开关的情况下,喷淋模式会被破坏。
DynaJet Flex的下一步工作是什么?
Pennerstorfer: 我们已经获得了两次实施DynaJet Flex的机会,因为现代钢铁公司希望在唐津厂连铸 机的两流上都采用该方案。在第二流上安装Dyna- Jet时,我们有机会增加了许多改进⸺这对两套系 统本身和今后的维修都十分有利。另外,我们在最 近又获得了两份订单。