Primetals Technologies developed and implemented a new LD converter (BOF) relining solution at Ternium’s Santa Cruz plant—making relining safer, simpler, and much faster.
Ternium Brazil is a leading manufacturer of steel products and prides itself on the use of the most advanced technologies available. In 2010, Ternium opened a steelmaking plant in Santa Cruz in the municipality of Rio de Janeiro with an annual capacity of five million tons. The melt shop—one of the largest in South America—is equipped with two 330-ton LD converters (BOFs). It produces slabs, which are sent to Ternium’s rolling mills in South America for further processing.
Ternium realized that whenever one of its two converters was in relining mode, the other converter was forced to cope with a much higher workload (more than 34 heats per day), and there was no time for regular maintenance, such as slag splashing. Consequently, the refractory lifetime was significantly reduced. Ternium therefore decided it was necessary to cushion the impact on the refractory while also increasing the productivity of the converter operation, which ultimately meant reducing the relining time and—given the limitations of the existing relining machine—implementing a new and improved relining process.
Ternium asked Primetals Technologies to carry out an extensive study to evaluate potential new relining solutions, and to develop a new relining machine geared toward Ternium’s requirements.
There was a second reason why Ternium wanted to change their relining practices. Until 2019, Ternium was using a relining machine and a refractory concept where the relining process was carried out through the removeable bottom of the converters. Once relining of the vessel shell side walls was complete, the newly relined converter bottom was inserted. This approach generates a sensitive area between the side wall and the bottom refractory, the so-called bottom joint, which has to be filled with ramming mass and closed with great care in order to keep the liquid steel from breaking out. Ternium’s aim was to increase operational safety by moving from a bottom relining to a top relining approach.
Ternium therefore asked Primetals Technologies to carry out an extensive study to evaluate potential new relining solutions, and—based on the study’s results—to develop a new relining machine geared toward Ternium’s specific requirements. Much to Ternium’s interest, the relining study revealed further disadvantages to bottom relining, such as limited accessibility to the area below the converter during maintenance procedures—this area was fully occupied by the relining machine. Furthermore, at the end of the relining process it was necessary to bring in the workers from the top, through the converter mouth, using a sub-standard cage to finish the bottom joint and massively compromising safety as a result.

Because the relining machine featured a completely novel design, it was thoroughly tested in Austria prior to shipping.
A CUSTOM-MADE SOLUTION
Relining machines are highly customized solutions and the stakeholders involved in relining are incredibly diverse, which meant that Ternium’s requirements for the project were extremely challenging. The company’s operations team was focused on reducing the relining time and increasing productivity as well operational safety, while the goal of the maintenance team was to reduce the maintenance effort and increase employee safety. The engineering team was intent on making sure that Ternium implemented the best available, most reliable solution, while those on the front line of the relining project—the workers themselves—were concerned with improving their working environment, level of safety, and the ergonomics of the relining procedure.
Faced with this complex set of challenges, Ternium and Primetals Technologies chose a two-prong approach that, in a first step, involved a comprehensive study to assess the current relining procedure and to come up with possible improvements as well as a bespoke concept for a new relining machine, followed by actual project implementation in a second step.
The aim of the study was to identify bottlenecks and limitations in the current relining procedure and also to develop three concepts for a new relining machine based on Ternium’s specific requirements. Experts from both companies teamed up and used the opportunity of a regular relining shutdown to carry out a detailed on-site analysis of the existing relining procedure (brick logistics, personnel, time, lifting capacity) and an inspection of installation space.
Based on the results and after detailed discussions with Primetals Technologies, Ternium decided to change the relining procedure from bottom to top relining, which would fulfil the requirements to both decrease relining time and improve operational safety. Ternium’s previous relining procedure was revealed to have serious limitations in terms of lifting capacity of the pallet elevator. It also precluded any parallel maintenance work below the converter.

On October 29, 2019, the relining machine project was completed, and the first relining was executed ahead of schedule.

Ternium collaborated on the engineering and manufacturing of the machine and sent staff to Austria for the final inspection.

The machine was pre-assembled outside of the steel plant to ensure a smooth startup and to train the Ternium staff.
On October 29, 2019, the relining machine project was completed, and the first relining was executed ahead of schedule.
Ternium collaborated on the engineering and manufacturing of the machine and sent staff to Austria for the final inspection.
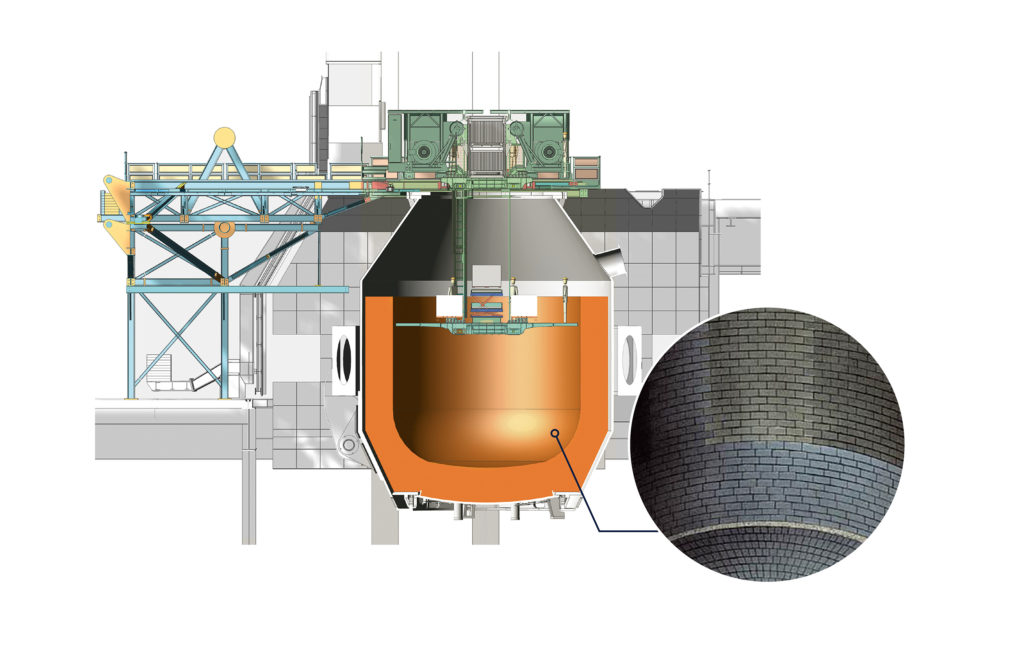
Just like all metallurgical vessels, Linz-Donawitz (LD) converters—also known as basic oxygen furnaces (BOFs)—require a refractory lining inside the steel shell in order to cope with liquid steel temperatures as high as 1,700°C. The refractory lining is designed to accommodate the complete LD (BOF) steelmaking process—from the charging of scrap and hot metal, to the blowing process with carbon oxidation and slag formation, and ultimately the tapping of steel and slag.
With a large 330-ton converter, as is the case at Ternium Brazil, the lining has a total weight of around 800 tons and consists of more than 100 layers of bricks. There are more than 17,000 bricks in total, each of which weighs up to 40 kg. Refractory bricks are made of carbon or resin-bonded magnesium oxide and the quality varies for the different fields of application such as the slag zone or the scrap-impact area.
Generally, the refractory lining consists of two elements: the safety lining, close to the vessel shell, and the wear lining, which is in direct contact with the liquid steel. The wear lining can be clustered into several regions, depending on its function: the bottom lining with the bottom-stirring elements, the transition area to the lower cone, the barrel section, and the upper cone.
The wear lining is a consumable product and must be replaced when the minimum thickness is reached. The typical lifetime of a converter lining—referred to as the converter campaign— is approximately 4,000 heats. Depending on the operation of the converter, the number of heats can be lower because of higher liquid melt temperatures or aggressive slag, or as high as 10,000 with regular lining maintenance and gunning in place.
Given that most converters have permanently installed vessels, the relining must be done directly inside the installed equipment, rather than at a dedicated “lining station” that would be used if the converters were exchangeable. Generally, there are two approaches to converter relining: for converters with a fixed installed bottom, the relining needs to be carried out from the top, through the converter mouth. For converter vessels with a removable bottom, the relining can be carried out either through the top or bottom.
DOUBLING CAPACITY
The new relining machine features a double-pallet elevator with reduced cycle time, which has doubled capacity and reduced relining time by more than a day. The new solution also requires less maintenance, while a comprehensive safety concept covers both the staff and operational aspects. There is still room for greater efficiency, since the manual work inside the converter could be executed in an even more streamlined manner, and Ternium is continually monitoring and optimizing this area.
The relining machine features a working platform suspended by four working ropes and four safety ropes, a platform winch with holding brake on the rope drum, and a load pin for monitoring slack rope, uneven load distribution, and overload on each rope-deflection wheel. An identical load pin and monitoring solution are implemented for the elevator winch. The machine’s advanced automation system includes a safety PLC and a wireless remote control for safe operation from the working platform inside the vessel.
The load capacity of the double pallet elevator is up to 4.5 tons, while lifting speed is 20 meters per minute. The achieved cycle time of the elevator, including feeding the lower pallet, moving to upper pallet position, feeding the upper pallet, moving down to the working platform, unloading, and moving back up, is less than seven minutes. The maximum lifting speed of the working platform when transporting staff is two meters per minute. Another highlight of the relining machine is the electrically driven feeding system, which was realized as a roller table and which makes loading the refractory brick pallets onto the platform easy and convenient. It is possible to load and unload pallets from different directions, and even to unload them from both sides.
Unlike bottom relining, top relining does not produce a bottom gap in the refractory, which means there is no danger of break-out. A separate telescopic ladder with fall protection allows workers to access the working platform safely, and it is no longer necessary for them to be transported in a cage. In addition, the relining machine is fully roofed, protecting workers from any skulls falling from the dedusting duct.

Interview with
Bernhard Voraberger
In this interview, Bernhard Voraberger reveals the digital future of LD converter (BOF) relining and discusses new collaborations.
What’s next in converter relining?
Voraberger: We are developing new technologies that make the relining process less labor-intensive and even safer. Fully automated relining is still not feasible today, but we can make workers’ lives easier with advanced digital tools.
Are you already offering such digital relining tools to steel producers?
Voraberger: Yes. Our most recent, digitally enhanced approach toward converter-relining involves a robot, a brick-identification system, and a smart set-pattern generator. The task of the set-pattern generator is to create a digital data set that describes the refractory lining inside the converter—based on the current converter geometry, the available brick formats, and brick qualities according to the lining plan from the refractory supplier. The handling and positioning of the bricks is then done automatically.
What has been the reaction from industry partners to this novel solution?
Voraberger: Refractory suppliers have shown great interest in our automated relining solutions, and supplier RHI Magnesita has signed a cooperation agreement with us, which will promote even closer cooperation. Together, we will develop even more sophisticated automated relining solutions. Interest from steel producers has also been significant.
ALL MADE IN AUSTRIA
The new relining machine was wholly developed by Primetals Technologies based on the results of the study carried out at Ternium, and the solution fully complies with the latest European as well as Brazilian standards. The entire process greatly benefited from the excellent relationship between Ternium and Primetals Technologies and the combined expertise of the two companies. The engineering and development work was done in Austria in close collaboration with European suppliers, and regular design reviews were carried out together with the Ternium project team.
Once manufacturing was complete, the core equipment was pre-assembled and a thorough functional test was carried out in Linz, Austria, in the presence of Ternium’s project team. Once the equipment was given the green light, it was shipped to Brazil for installation. Prior to startup, the new solution was extensively tested and the relevant maintenance and operational staff at Ternium underwent comprehensive training.
The first relining procedure with the new machine took place at the end of October 2019, when the solution went into operation ahead of schedule. All performance parameters were met and Ternium was happy to sign the Final Acceptance Certificate (FAC). To underline the long-term, trust-based partnership between the two companies, staff from the Brazil and Austria locations of Primetals Technologies and the Ternium team will continue to collaborate closely in order to further refine the relining procedure and to resolve any technical support cases that may occur in the future.
