From grain-oriented to non-grain-oriented, from thin to ultra-thin, electrical steel grades are as strong, lightweight, and precise as they are essential to the future of e-mobility. Cold rolling technologies that work to maximize output while maintaining and improving the quality of electrical steel grades are vital to meet increasing demands.
(Above) A 2-stand Hyper UC-Mill, ideal for the production of non-grain oriented electrical steel and advanced high-strenght steel
The steel industry is not alone, as many global initiatives focus on decarbonization. For the automotive sector, electrification is the future of mobility. The corresponding growth in e-mobility for the automotive industry will also signal increased demand for electric steel grades from the world’s steel producers. Thin-gauges, high-permeability, grain-oriented, and non-grain-oriented, these steel grades are challenging to produce, and the industry will be pressed to maintain quality while increasing capacity. Thankfully, solutions and technologies for rolling these extremely hard materials exist, and even more improvements are on the horizon.
The Future of Mobility
Electric vehicles, or EVs, have increased since 2020 when Europe saw adoption reach eight percent. While several countries have announced a sales ban on internal combustion engine vehicles by 2030 or 2035, the E.U. and U.S.A. aim for EVs to make up 50 percent of cars by 2030. Consumer benefits, such as tax breaks, have already been implemented to motivate the transition to electric cars. Today, individuals are also more conscious of sustainability. Moreover, as e-mobility improves and expands, the automotive sector will encourage change in adjacent industries impacting infrastructure, energy, and steel.
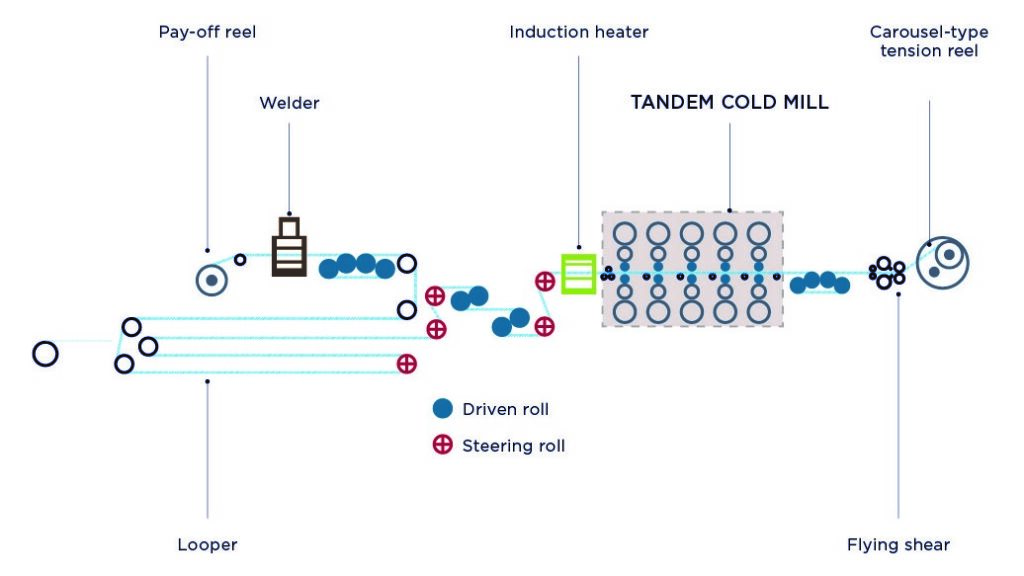
TANDEM COLD MILL FOR ELECTRICAL STEEL SHEET
The conventional internal combustion engine car contains approximately 25 to 30 kilograms of silicon steel. On the other hand, EVs have a light steel body structure to reduce the overall mass of a vehicle and greenhouse gas emissions. Yet, by replacing the combustion engine with a light and highly efficient electric motor, car manufacturers have effectively doubled the amount of silicon steel per car to anywhere from 60 to 70 kilograms. With the most prominent automotive markets slated to become entirely electric by 2035, electrical steel will become more than a niche product. Add to that the silicon steel used in the manufacture of electrical appliances, and you will arrive at a projected market growth for electrical steel of 7.5 percent by 2027.
LEARN MORE ABOUTAHSS AND ELECTRICAL STEELS
Click here to register for the webinar “Cold Rolling: How to Upgrade for the Growing Demand of Thin AHSS and Electrical Steels” featuring Dr. Konrad Krimpelstätter, Roland Kellermayr, and Josef Hofbauer.
Thin, Strong, Electric
Electrical steel refers to electric steel grades containing anywhere up to 6.5 percent silicon. Typical commercial grades have up to 3.2 percent. Increased amounts of silicon mean an increased degree of electrical resistance. These steels are also typically rolled to thin and ultra-thin thicknesses—i.e., 0.25 millimeters and below. They are characterized by their thinness, strength, and silicon content. However, all these factors impact the workability of the metal during rolling due to increased hardness and brittleness. Thus, rolling these steel grades poses significant additional challenges for steel producers.
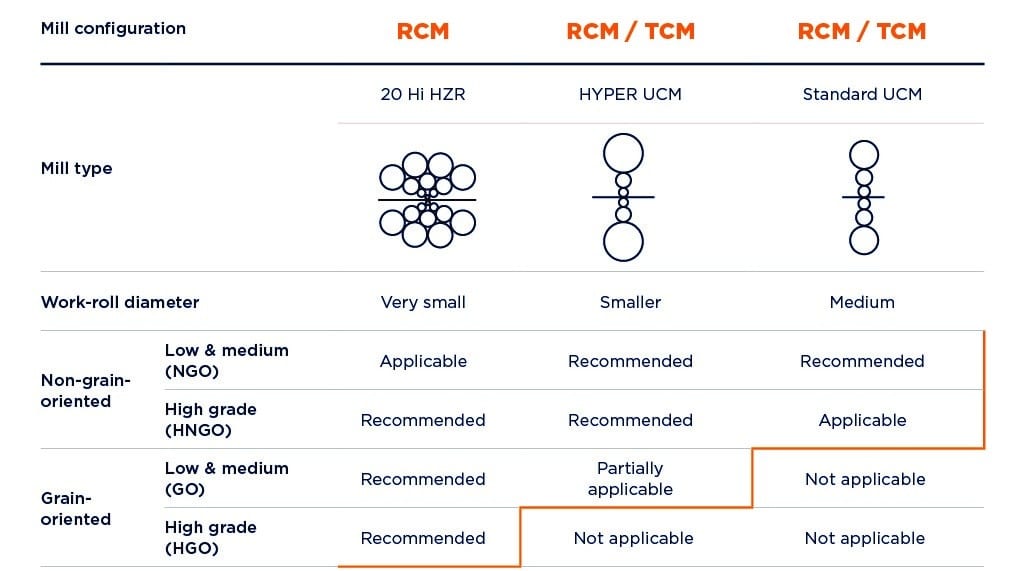
A Hyper UC-Mill can reach a work roll diameter with a maximum strip width ratio of 20 percent. This ratio is ideal for high-silicon electrical steel, such as, high-permeability non-grain oriented.
Some of the challenges facing the cold rolling of these particularly fragile steel grades include the deformation of work rolls, non-uniform thickness profiles—particularly at the edge of the strip, known as edge drop—, edge cracks, and heat streaks. Combine these difficulties, which either slow production or reduce quality, with a growth in demand, and steel producers must meet exceptionally high-quality standards and increase yield without running into these problems.
Performance Under Pressure
Solutions for rolling thin electrical steel grades brought about the adoption of the UC-Mill to produce thin materials with less force. Less force reduces the chances that the work rolls will deform during cold rolling. Taking things one step further, Primetals Technologies developed the Hyper UC-Mill, a 6-high Universal Crown Control Mill with work rolls approximately
20 to 40 percent smaller than those of the standard UC-Mill, which allows for higher reduction ratios. A Hyper UC-Mill can reach a work roll diameter to a maximum strip width ratio of 20 percent. This ratio is ideal for rolling high-silicon electrical steel grades—e.g., high-permeability non-grain-oriented electrical steels— and even advanced high-strength steels (AHSS).
Yet, decreased work roll diameter is not the only improvement to the work rolls in a Hyper UC-Mill. Quite a bit of innovation was done additionally, as the Hyper UC-Mill combines work roll shifting, intermediate roll shifting, work roll bending, and intermediate roll bending to achieve precision edge drop and flatness control. The hydraulic cylinders compensate by “shifting” the work rolls to achieve consistent rolling pressure and flatness. Shifting maintains a constant reduction ratio and profile, meaning improved flatness.
Bringing the Heat
While adding heat to the cold rolling process may seem contrary, applying heat via an induction heater can help reintroduce vital workability to the steel strip. As previously mentioned, the high silicon content of electrical steel grades—i.e., silicon percentages greater than or equal to 2.5—creates an increased risk of breakage due to its brittleness. It may also suffer from edge cracks, which slow production. These issues may occur more commonly when rolling at room temperature.
By applying heat to the steel strip and increasing the temperature to anywhere from 60 to 160 °C, producers can effectively produce “warm rolling” conditions in the first pass of a tandem or reversing cold mill. Warm rolling ensures that increased speed or deformation rates will not translate to strip breaks—and therefore leads to improved productivity and production rates for high-silicon electrical steel. However, while adding heat provides one solution, maintaining the temperature of the strip is more than essential.
Grain-Oriented Electrical Steels
As the name suggests, grain-oriented electrical steel grades involve the consistent, uniform direction of grains in its structure. This uniformity makes for increased magnetism. Grain-oriented electrical steels are commonly used in transducers and magnetic applications, where the direction of magnetism is known and predictable.

Non-Grain-Oriented Electrical Steels
Like grain-oriented steels, non-grain-oriented electrical varieties are valuable for their magnetic properties. However, non-grain-oriented steel grades possess magnetic tendencies in all directions. Unlike their grain-oriented counterparts, the grain structure is random. These steels are commonly found in motors, generators, and alternators.
Minimum Quanitity, Maximum Results
Strip reheating through an induction heater may provide one solution when rolling electrical steels, but this is a symptom of a more significant challenge—temperature control. If a strip is too cool, edge cracks and strip breaks may occur, and if a strip is too hot, heat streaks or surface defects may emerge. Strip temperature is maintained using various mechanisms throughout the rolling process, including strip cooling, work roll cooling, strip speed, rolling pass distribution, and induction heating. However, keeping these factors in order is challenging for even the most skilled operator.
When applying work roll cooling, emulsion lubrication is an effective means of maintaining temperature but can have adverse effects, particularly when trying to achieve “warm rolling” conditions. Ensuring the minimum amount of lubrication is utilized, Minimum Quantity Lubrication by Primetals Technologies uses atomized rolling oil sprayed onto the surface of the work rolls. It creates an oil layer on the work roll surface to improve friction conditions. A thin oil layer means the strip temperature remains unaffected. With less friction and a layer of oil for insulation, strip temperature can remain constant during rolling. Combining state-of-the-art lubrication and temperature control system increases efficiency, reduces costs, and improves the consistency of the product.
Thinner and Faster
With e-mobility and EV adoption on the rise, electrical steel grades will become increasingly prevalent in the steel market. However, with increasing demand, there will also be greater emphasis on quality, consistency, and thinness. Producers will be challenged to deliver high-quality electrical steel with speed and precision. The Hyper UC-Mill can improve strip thickness reduction and quality, and combining Hyper UC-Mills in a Tandem Cold Mill configuration means getting thinner faster. But while most Hyper UC-Mills can meet the application for various types of non-grain-oriented electrical steels, a ZR-Mill offers the opportunity to go even thinner with harder materials.
The typical ZR-Mill also came with challenges regarding quality, efficiency, and other shortcomings. For these reasons, Primetals Technologies also developed a split-housing ZR-Mill, known as the HZ-Mill. With a large gap opening for easy strip threading, a flexible roll diameter configuration, and various other improvements, Primetals Technologies sets the standard for UC- and ZR-Mills. The Hyper UC-Mill and HZ-Mill both offer consistent quality and efficient production of grades of grain-oriented and non-grain-oriented electrical steels to meet the growing market demands for years to come.