With a focus on transforming the steel industry toward reduced carbon emissions and lessened environmental impact, the Coil Tunnel targets hot rolled coils from hot strip mills and Arvedi ESP with temperatures of up to 700°C. It transforms this residual heat for electrical energy generation and industrial processes.
Waste heat recovery is not exclusive to the iron and steel industry. Heat often dissipates into the environment during many industrial processes, i.e., it is wasted. Waste heat recovery systems, like those for electric arc furnaces, capture and repurpose this energy for applications such as powering industrial processes, generating steam, or producing electrical energy. By utilizing previously wasted energy, industries can lower operating costs, improve energy efficiency, and reduce carbon emissions from energy consumption.
Introducing the Coil Tunnel
From sinter plants and blast furnaces to LD and AOD converters and electric arc furnaces, Primetals Technologies has solutions for waste heat recovery to optimize energy efficiency and reduce the environmental impact of steel production. For iron and steel production, these technologies focus on the initial steelmaking processes, which generate thermal and thermomechanical energy, resulting in extremely high temperatures.
The recovered waste heat is often repurposed directly in the process from which it was captured. For example, waste heat recovery reutilizes thermal energy to produce pellets in a pelletizing plant. However, to the keen eye, there is energy throughout the steelmaking process, from beginning to end, and therewith is the opportunity to transform or reuse this valuable resource by recovering heat from end products.
For most waste heat recovery systems in the steel industry, the discussion surrounds high temperature systems—i.e., systems dealing with temperatures greater than 400°C. These systems are typically applied to combustion processes or exhaust from high-temperature operations, such as sinter plants, LD converters, and electric arc furnaces. For a steel plant, several furnaces throughout the casting and rolling process could also benefit from the application of a waste heat recovery system. While most of these systems focus on processes that generate significant exhaust, end products like hot-rolled coils leave mills with an immense amount of residual heat.
As the rolling process completes in a hot strip mill or an Arvedi ESP, the hot-rolled coils maintain temperatures of up to 700°C. Anyone who has toured or worked in the cooling area for such coils knows that the heat radiating from them can take days to dissipate to room temperature.
With this idea in mind, specialists at Primetals Technologies set out to develop a method for capturing the radiating heat from the coils. This led to the creation of the Coil Tunnel technology. It directs hot-rolled coils from the hot-rolling process through a semi-enclosed tunnel, where superheated air can be effectively utilized in industrial processes or for generating electrical energy.
Modular Waste Heat Recovery
The Coil Tunnel is a modular waste heat recovery system that aims to take full advantage of hot-rolled coils as they are transferred from the hot strip mill to the cooling yard. The Coil Tunnel’s modular design allows it to be adapted to various spaces in a steel plant. For optimal performance, the system is made up of five modules, each accommodating four coils. This makes it possible to create a tunnel capable of capturing the residual heat from up to twenty coils.
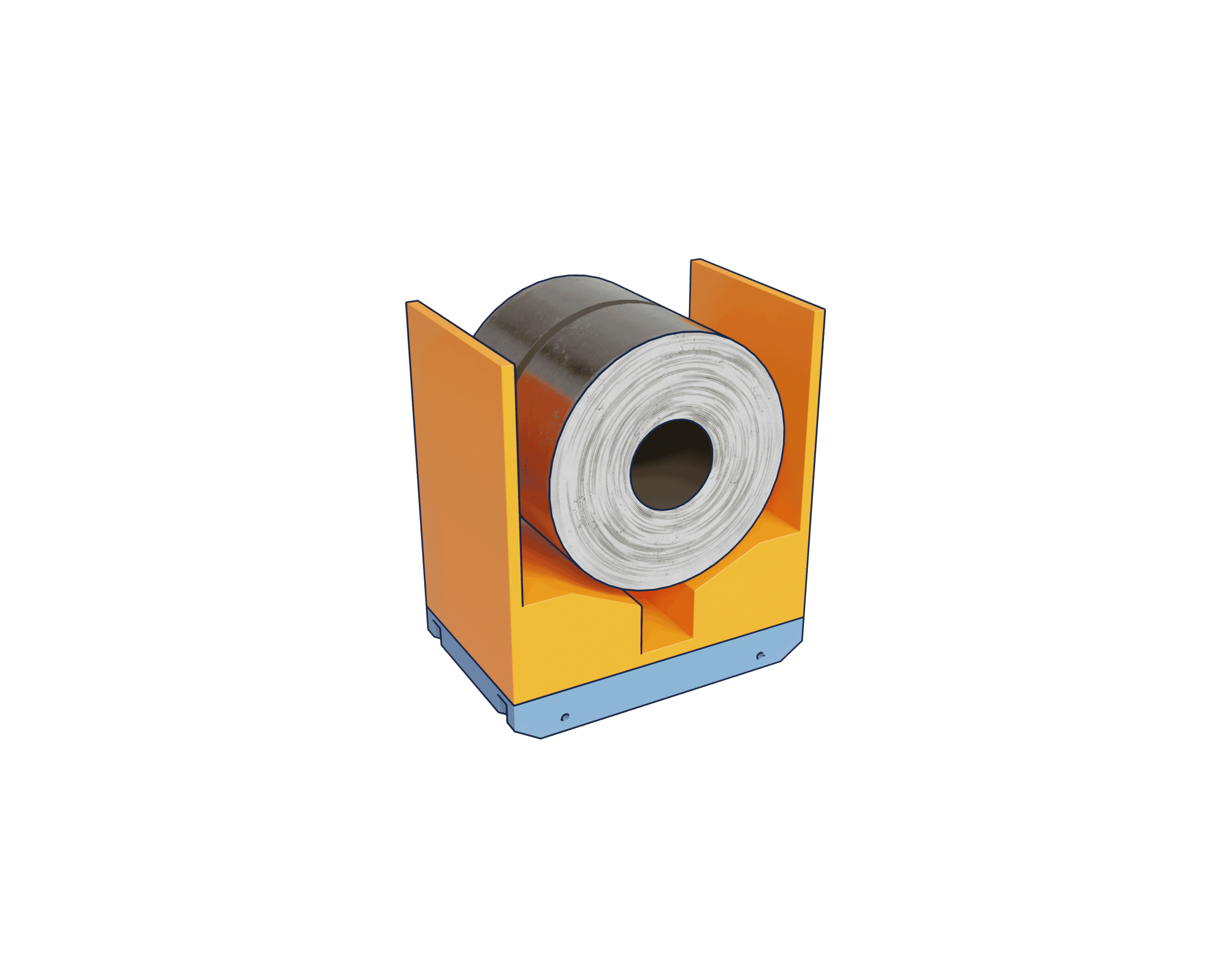
If space at a plant is limited, a smaller number of modules can be used, reducing the tunnel’s size. Regardless of how many modules are installed, producers can still utilize the residual heat from the coils. As the hot rolled coil is transferred from the hot strip mill, it is loaded onto a specialized shuttle car designed for the Coil Tunnel. The shuttle car ensures that only a limited amount of airspace is present as the coil enters and passes through the tunnel. Inside the tunnel, room-temperature air is drawn in from the outside. The air passes from the bottom of the coil near the rails to the top and is superheated in the process. On the tunnel’s roof, the heated air is collected in a centralized ventilation system, which passes it directly toward an evaporator. Then, the evaporator, or heat exchanger, produces the vaporized liquid necessary for generating electricity when combined with an Organic Rankine Cycle system.
The redirected superheated air flows to an evaporator, which produces vaporized liquid necessary for generating electrical energy.
The Organic Rankine Cycle
For the steel industry, the Organic Rankine Cycle has shown immense potential for energy generation, especially for waste heat recovery from electric arc furnaces and induction furnaces in rolling mills. The Coil Tunnel applies the same principles to the residual heat from hot coils. An Organic Rankine cycle generates energy similarly to a conventional steam turbine that transfers thermal energy into mechanical energy and subsequently electrical energy through a generator. The key difference between an Organic Rankine Cycle and a typical steam turbine is the utilization of a working fluid, such as an oil, which enhances the turbine’s efficiency in generating energy.
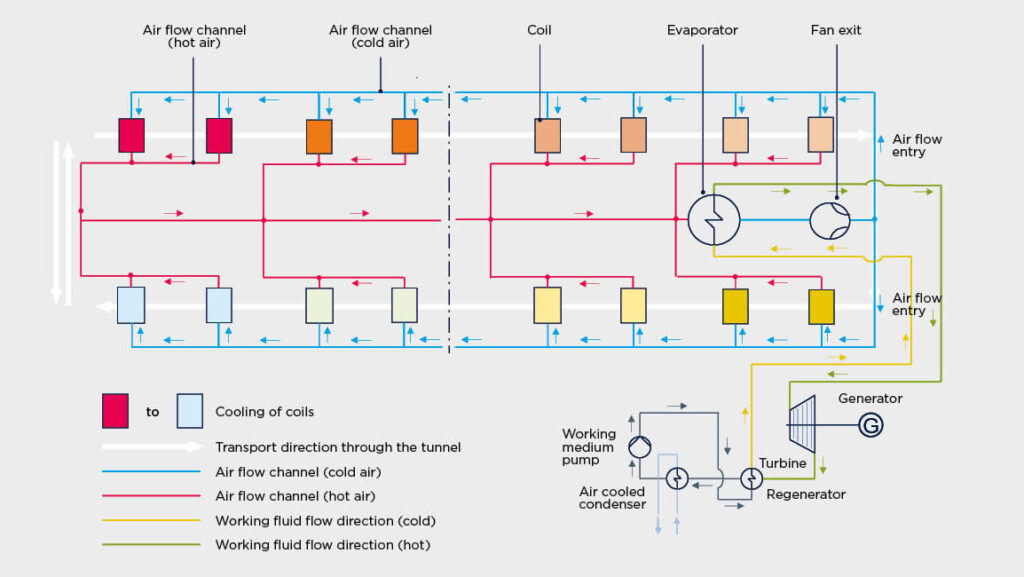
The Coil Tunnel captures the residual heat in a ventilator, passes it on to the evaporator, and the organic fluid is vaporized. The vapor then rotates the turbine coupled with the electric generator, thus generating clean, reliable electrical energy. Using the Orangic Rankine Cycle, the Coil Tunnel could recoup previously wasted thermal energy and utilize it to generate clean energy. Alternatively, the collected superheated air from the Coil Tunnel may also be
utilized in alternative industrial applications at the steel plant.
With 4000 kilowatts of thermal energy per twenty coils, the Coil Tunnel can significantly contribute to energy efficiency and savings for steel producers.
Waste Heat from Hot-Rolled Coils
In 2023, the hot-rolled coil market reached around 300 million metric tons, representing a substantial share of the global steel industry. The massive volume of hot-rolled coils indicates the immense amount of residual heat generated on a global scale. With 4000 kilowatt of thermal energy for every twenty coils passing through the tunnel, the Coil Tunnel can significantly contribute to energy efficiency savings, and provide further opportunities for steel producers to lessen their environmental footprint.
As a typical hot strip mill or Arvedi ESP line produces coils at a rapid rate, the Coil Tunnel can operate at full capacity. With enough space to accommodate five modules, the Coil Tunnel can capture the optimal amount of energy from the hot-rolled coils. For example, the net energy recovered from the Coil Tunnel reaches around 3.6 gigawatt hours of electricity per year. This is enough recuperated energy to power around 300 houses a year. Moreover, applying the coil tunnel further reduces carbon emissions from energy generation—i.e., Scope 2 emissions—decreasing the environmental impact and improving the energy efficiency of steel production.
Carbon Reduction in the Steel Industry
Global steel and energy production combined are responsible for a staggering amount of carbon emissions. To ensure carbon emissions are reduced in the iron and steel industry, and energy generation, steel producers worldwide are transforming production methods and reducing energy consumption. These transformations focus on replacing carbon-intensive aggregates, such as the blast furnace and LD converter. However, processes like hot rolling in a hot strip mill produce significantly less carbon emissions but offer producers an additional thermal energy source. The Coil Tunnel is an innovative solution for capturing waste heat from hot-rolled coils exiting a hot strip mill. It repurposes this valuable energy from the hot rolling process to enhance energy efficiency and minimize the environmental impact of steel production.

Andreas Weninger is the lead process engineer for technology and product development working on the coil tunnel.
What was the primary motivation behind developing the Coil Tunnel?
Andreas Weninger: The development of the Coil Tunnel was based on two factors. On the one hand, the amount of unused energy radiating from hot rolled coils presented a clear opportunity to create conditions for repurposing this energy. On the other hand, by capturing this previously unused energy, the amount of energy generated by fossil fuels can be decreased, thereby reducing carbon emissions.
What sort of potential does waste heat recovery have for steel producers?
Weninger: Simply put, energy savings and cost reduction. Whether using thermal energy to generate electricity or other production processes, steel producers can lower their environmental impact and energy consumption.
What are the biggest hurdles for producers when it comes to the implementation of systems like the Coil Tunnel?
Weninger: Sustainable technology investments, like the Coil Tunnel, involve balancing capital investments, grants, and external funding opportunities. These are serious hurdles for producers worldwide. For the Coil Tunnel, one of the advantages is that operations may continue while the tunnel is being installed in a plant.