This post is also available in: 简体中文 (Chinese (Simplified))
In mid-2015, SIJ Acroni, Slovenia, placed an order with Primetals Technologies to supply a new 95-ton AOD converter and a new dedusting system to its steel works in Jesenice. The new equipment was started up in April 2017, increasing annual liquid-steel production capacity by roughly 35% to 530,000 tons per year while at the same time lowering production costs and reducing emissions.
SIJ Acroni, d.o.o., is a part of Slovenian Steel Group (SIJ) and one of the largest Slovenian steel producers. It is Europe’s leading producer of stainless quarto plates and also specializes in electrical and special steels, which it sells in the form of hot- and cold-rolled coils, heavy plates, and cold-formed profiles. The SIJ Acroni works is situated in Jesenice, about 60 kilometers northwest of the capital, Ljubljana. The existing meltshop was built in the late 1980s and is designed for a yearly production capacity of approximately 396,000 tons of liquid product. Both carbon and stainless-steel production routes are based on melting scrap in an electric arc furnace (EAF), decarburization in a vacuum oxygen decarburization (VOD) plant, and final adjustment on the ladle furnace, before the heat is cast in a one-strand continuous casting machine (CCM). The slab caster at the Jesenice plant was successfully upgraded by Primetals Technologies in 2009 and was fitted with a new head- and strand-guiding system as well as the latest technological packages for dynamic width adjustment and quality. In addition to the meltshop, there is a hot-rolling mill and a heat-treatment line on site.
A VOD bottleneck for stainless steelmaking
Although the secondary metallurgical area of the meltshop consists not just one but two VOD treatment stations, this part of the plant configuration is a bottleneck for stainless steel production: VOD treatment takes significantly longer for stainless steel than it does for carbon steels, slowing down the entire production chain. To support SIJ Acroni’s strategic decision to expand high-profit stainless-steel production and reducing production costs, an investment decision was made in 2015. The installation of an argon oxygen decarburization (AOD) converter would eliminate the bottleneck by offering a quicker decarburization route for most stainless steel grades. In addition, this would shift refining along with the main part of the metallurgical work from the EAF to the AOD, reducing processing time and thus increasing capacity even further. Finally, the change would allow for longer casting sequences and therefore reduce start-up and setting times at the CCM.
With the AOD process upgrade, Primetals Technologies projected an increase in annual capacity of liquid product of roughly 35%, which for the plant means a total liquid output of 530,000 tons. Additional upgrades to the EAF and the installation of an AOD top lance would open up even higher capacities—in the range of a remarkable 650,000 tons.
Capacity increases of about 15% could also have been reached with the installation of a third VOD treatment station instead. However, SIJ Acroni opted for the AOD investment because of its potential to reduce operational expenses (OPEX). The main advantages of the AOD converter in this regard are:
- Potential for using less expensive charging materials without compromising quality. For example, AOD treatment allows for the use of high-carbon ferrochrome (charge chrome) instead of high-quality refined ferrochrome.
- Lower refractory consumption at EAF, VOD and CCM due to shorter contact with liquid steel
- Lower electrical energy and electrode consumption at EAF
- Higher yield due to reduced slagging of alloying elements such as chromium
- Higher yield on CCM due to longer casting sequences
The AOD versus VOD stainless- steelmaking route
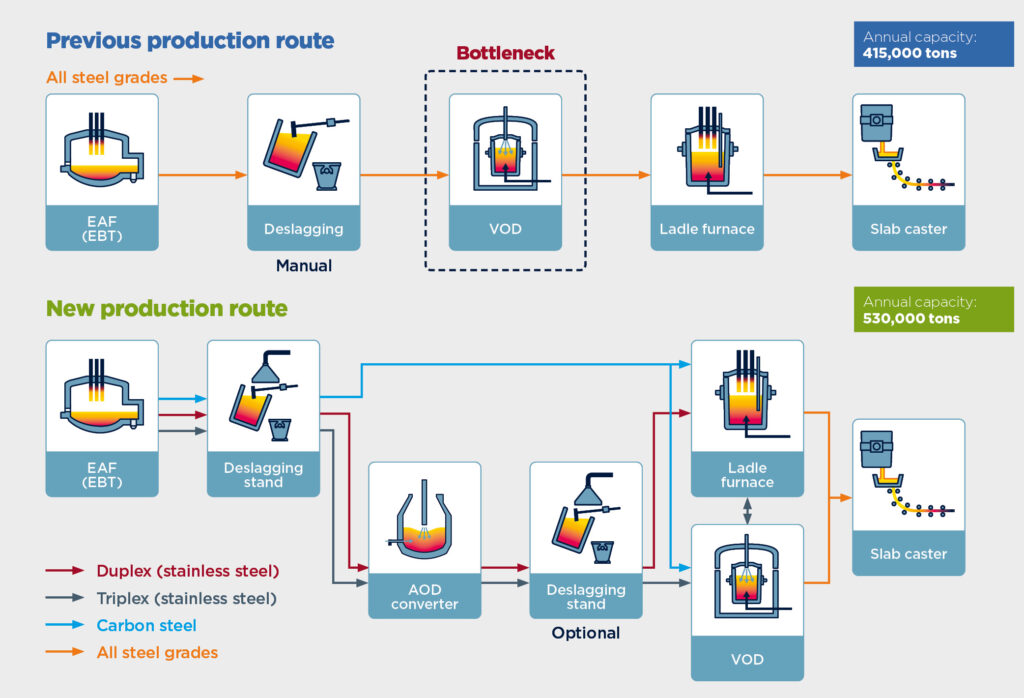
The upper part of the schematic above shows the previous production route at the facility with a total annual liquid production capacity up to 415,000 tons. All aggregates have a heat size of 90 tons. The typical VOD processing times for stainless-steel grades are more than four hours, which is why the two VOD treatment stations constitute a bottleneck in the old production route. With the AOD converter implementation, the VOD bottleneck for stainless-steel production is eliminated and the EAF and AOD processes are balanced. Due to the significantly lower processing times for the EAF and the AOD compared to the previous production route, total production capacity increases. Possible further EAF and AOD improvements would open additional growth potential.
In the early stages of the project, Primetals Technologies conducted a study of the logistics involved in increasing production capacity, investigating the utilization of the main charging crane and possible casting sequences for stainless duplex and triplex processes. The results of the study showed that the utilization of the 170-ton charging crane would be high at maximum production capacity, but could be balanced with the second crane installed at the facility. For most stainless-steel grades, production will take a duplex route where no VOD treatment is necessary. The outcome of the production sequence planning was that for the typical duplex route (e.g., standard stainless austenitic grades), the new plant setup allows for a casting sequence of at least three heats. For the typical triplex route (e.g., titanium-stabilized stainless austenitic grades), it enables a casting sequence of two heats.
AOD metallurgy and projection of cost savings
The AOD converter is part of most common stainless-steel production routes—mainly because of its high decarburization rates with minimized metal (i.e. chromium) oxidation. To reach the metallurgical targets, it employs a side-blowing process with submerged sidewall nozzles (tuyeres). With decreasing carbon content, it injects an increasing amount of inert gas through the side nozzles to reduce the partial pressure of carbon monoxide and therefore limit the oxidation of chromium into the slag. To achieve maximum chromium recovery in the melt, decarburization is followed by a reduction phase with pure inert gas stirring through the side nozzles only. Additional metallurgical targets are: simultaneous desulfurization in the reduction phase, nitrogen-content adjustment, and minimizing process times as well as minimizing media and material consumption. All of these are also part of the performance guarantees of the project.
Primetals Technologies has in its portfolio a full set of metallurgical process calculation tools for all aggregates in the steelmaking process. All refining processes are guided and monitored by the Level 2 process models to guarantee highest quality, maximized production stability, and lowest processing costs. Offline versions of these tools were used to perform a comprehensive comparison of the existing and the new process route, using confirmed input data for media and material costs as well as production volume and product mix. The result of the process comparison presented a clear picture of the cost savings to be achieved with the AOD, giving SIJ Acroni additional confidence in the ROI to be expected.


Executing the upgrade
In July 2015, Primetals Technologies received the order as the main supplier for engineering, fabrication and delivery of the meltshop upgrade with an AOD converter, including all the auxiliary aggregates such as the deslagging stand, material handling, converter heating, relining and wrecking stands, as well as the transfer car, a dedusting system, and the complete Level 1 and Level 2 automation. Primetals Technologies was also tasked with devising the new layout of the meltshop, and performing the start-up after completing the upgrade. The entire project was handled by a consortium with the Slovenian company Esotech d.d., Velenje. Esotech was responsible for the structural steel work, plant construction, and for supplying the water-treatment plant. Delivery by Primetals Technologies and Esotech started in September 2016 with the main parts of heavy equipment and was completed in February 2017 with the final pieces of electrical equipment. All parts of the upgrade were completed according to the agreed project schedule, which was achieved by strictly monitoring and expediting all supply processes. Daily site coordination meetings and planning on an hourly basis ensured rapid progress with minimal production stops. Less than two years after SIJ Acroni had signed the contract, the first heat was tapped on the AOD in April 2017. The plant has been in full operation since August 2017, following a short ramp-up phase. Even though the converter is operating with side-tuyeres only, the processing times at the AOD could be stabilized to an average of less than 80 minutes.
New equipment features in detail:
The AOD converter
The new AOD converter from Primetals Technologies has a tapping weight of 95 tons. Five bottom tuyeres inject the process gases into the liquid bath. In order to achieve even faster processing, an optional top lance can be installed. A rotary joint connects the bottom tuyeres to the valve station with single-shroud control, allowing for independent and optimized control of the gas flow for each shroud, which considerably prolongs the lifetime of the tuyeres and the lining. The vessel itself is designed for optimized flat-bath operation, which guarantees highest carbon removal efficiency (CRE). Therefore, the bath geometry is a compromise between low bath depth for reduced ferrostatic pressure and sufficient bath depth for ensured mixing and chemical reaction of injected process gases. A robust tilting drive with two asynchronous motors ensures fast and precise tilting of the AOD converter.
To reduce AOD-typical vibration, the converter was fitted with the patented Vaicon Drive Damper. Feedback from several reference installations proves that this damping system reduces dynamic load and converter displacement, which entails a range of benefits: reduced fatigue and wear on equipment (especially on gear wheels and bearings), increased equipment lifetime, less maintenance effort, and increased operational safety.
In order to facilitate fast vessel exchange, the setup utilizes the Vaicon Quick suspension. First, an exchange device is placed on the empty ladle-transfer car. This device then lifts out the worn AOD vessel and transports it into the crane bay, where it is transferred into the maintenance area. This newly established part of the plant mainly consists of a converter-wrecking stand where the old lining is removed, and a combined converter relining and heating stand where the new lining is installed and the AOD vessel is heated up before going into production again.
Charging of the main additions is handled by a newly installed additive-feeding system above the AOD converter, while scrap is charged into the AOD by means of a scrap chute. The new alloy and additive feeding system is operating out of three storage areas, which combine pre-existing with new storage facilities. Three new 60 m³ high-level bins offer the ample storage required for slag builder, lime, and dolomite. For charging of standard alloys (mainly charge chrome), parts of the pre-existing 8 and 15 m³ high-level bins were reused. Finally, a small (but expandable) 4 m³ weighing-bin system for special alloys was installed in the furnace bay, which is connected to the AOD by a vertical belt conveyor.
The new dedusting area
In order to achieve the lowest-possible emission levels, advanced primary and secondary dedusting systems featuring pulse-jet filter technology were installed for the new AOD process aggregates. As a result, a dust load of less than 10mg/Nm³ could be achieved during performance tests. Moreover, to improve the dust situation inside the steel plant, the new dedusting system is also equipped with several suction points for the existing EAF material handling system, the ladle furnace, the treatment stand, and the torch-cutting machine. The cooling system necessary for primary AOD off-gas cleaning builds on new, patent-pending technology, which is more effective, requires fewer fans and less space, minimizes dilution air and heat flow to the filter, and thus significantly reduces operating and maintenance costs.
Advanced automation
A crucial factor for accurate and efficient process execution is the process-optimization and control software, also referred to as Level 2 and Level 1 automation. The Level 2 system directly communicates with SIJ Acroni’s existing production-planning system (MES). The patented dynamic process model employed at the SIJ Acroni plant comprises a number of metallurgical sub-models, which are combined to perform online calculations and offline simulations of the state of the bath and the chemical reactions occurring inside the vessel. As a result, for most grades the process model allows parameters to be predicted at the end of the process, with an accuracy of ± 50 ppm for carbon and ± 15°C for temperature.
An additional automation highlight is the new “Acoustic Expert” system, which monitors the bag-filter cleaning procedure in the pulse-jet filter. The system analyzes the spectrum of sound emitted during the cleaning of the bag filter to detect deviations and initiate condition-based maintenance activities.
Taking a new route
Only two years after signing the contract, the crew at the SJI Acroni Jesenice plant was able to tap the first heat from the new AOD converter supplied by Primetals Technologies. The installation had been performed while regular production at the facility was ongoing—shutdown times were kept to a minimum.
In the weeks and months following the first tap, almost 20 different stainless and special grades were successfully produced with the new setup. Slovenian President Borut Pahor, who attended the ceremonial opening in September 2017, stressed the significance of SIJ Group’s investment for the Slovenian economy.



