This post is also available in: English (英语)
为了更多地生产抗拉强度和屈服强度越来越高的高强钢带钢,韩国现代 钢铁公司建成了世界首套6机架6辊串列式冷轧机。该项目仅用23个月 即已完工,先进的万能凸度控制轧机与创新性的酸洗线联机,确保了产 品的出色结果。
现代钢铁公司依靠普锐特冶金技术提供的一套先进 的酸洗冷轧联合机组(PLTCM)生产高强度汽车钢。 该机组的特点是,采用了iBox(浸没箱)酸洗槽和6个 6辊万能凸度控制轧机(UCM)机架。以入口厚度 1.5 mm – 5.0 mm、宽度800 mm – 1,650 mm的 带钢为原料,6机架轧机能够将高强度的汽车钢和其他 钢种轧制到0.30 mm – 2.3 mm的最终厚度。在调试 期间,成功地轧制出了厚度为0.8 mm的1,180 MPa汽 车钢。UCM轧机技术,加上响应性出色的液压厚度控制 (HYROP-F),保证了厚度和平直度的精确控制。
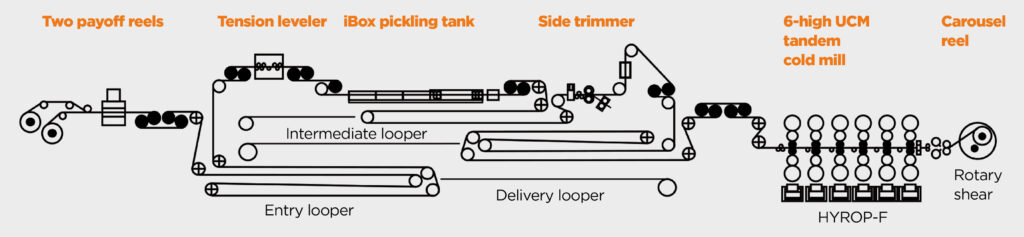
这套新机组是现代钢铁公司建成的第三套PLTCM(普 锐特冶金技术提供了三套机组中的两套),能够面向汽 车和建筑业每年生产180万吨优质冷轧带钢。图2示意 了这套PLTCM的布置。

iBOX酸洗槽
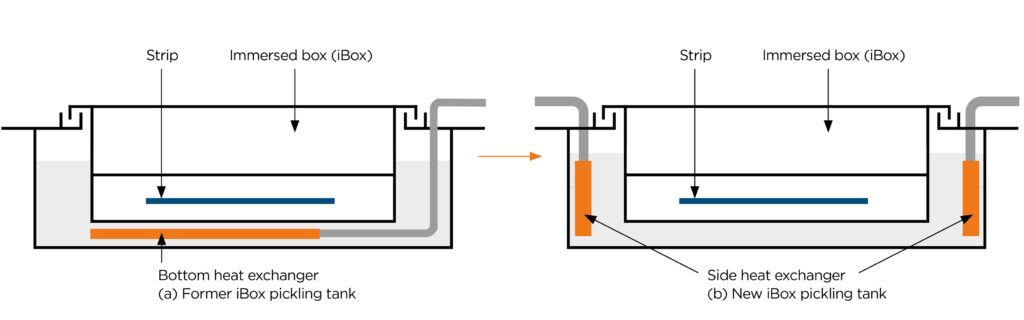
轧机入口侧与普锐特冶金技术提供的一条采用iBox酸 洗槽的酸洗线联机。iBox酸洗技术的特点是:紊流酸 洗,除锈效率高,节省能源,维护少。这种独特的酸洗方 案不需要像其他循环型酸洗槽那样利用泵使酸液保持 连续循环,酸洗槽盖的特殊设计降低了蒸汽消耗(图3)。
现代钢铁公司主要生产高硅含量的高强钢,而提供的 iBox酸洗槽避免了使用传统槽型时硅泥堵塞的问题。 一般来说,传统循环型酸洗槽的外置换热器在工艺侧 设有小孔,它们容易被硅泥堵塞,从而影响酸洗线的运 行。采用iBox技术后,换热器沿酸洗槽侧壁安装,大大 方便了酸洗槽的靠近和维修(图4)。酸洗槽内硅泥的积 聚不会对酸洗线的运行造成影响,换热器易于拆下维修 和清理。
万能凸度控制轧机
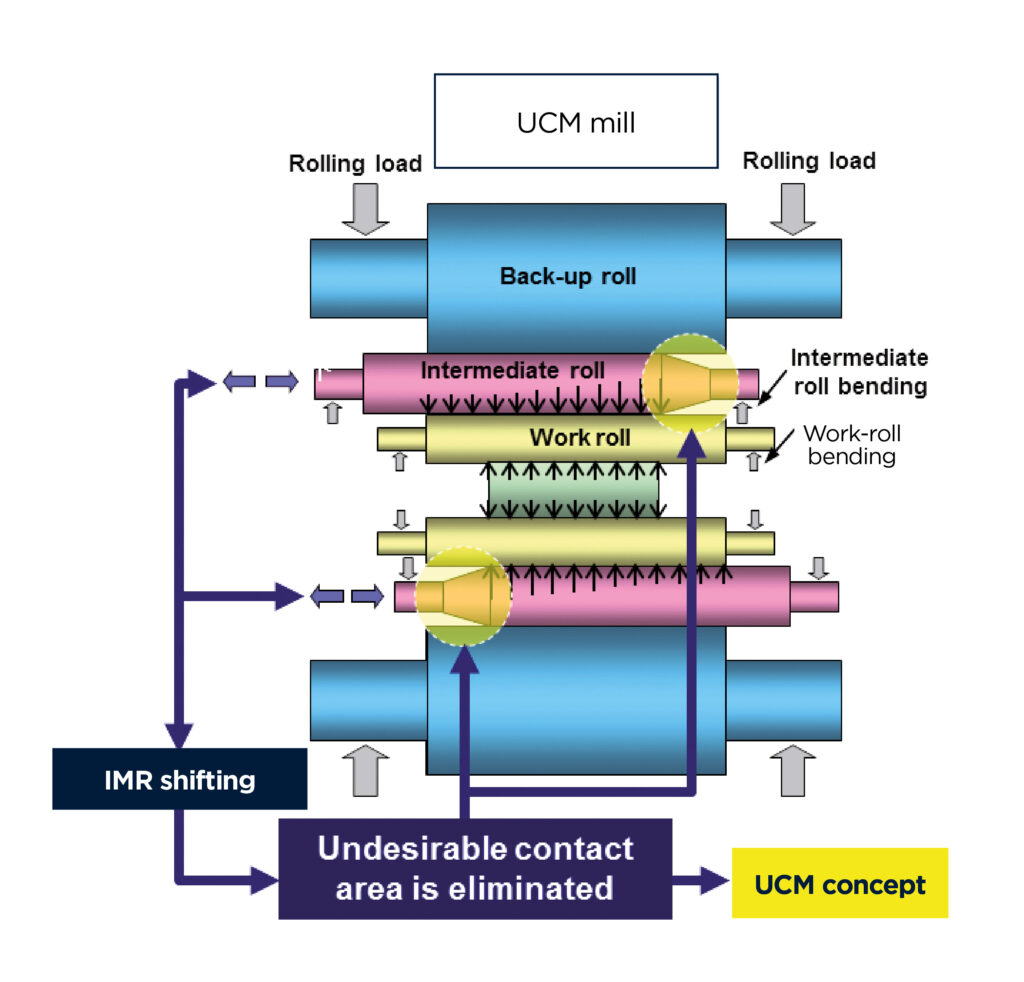
为了满足更高强度钢种的预期市场需求,现代钢铁公司 决定新建一套6机架6辊PLTCM。UCM轧机技术之所 以被选中,是因为它在轧制先进钢种时具有明显的优 势。根据带钢宽度的不同,中间辊轴向窜动,以防止工 作辊和支承辊之间发生不希望的接触。UCM轧机方案 带来了带钢形状控制性能的极大改善,保证了带钢形状 的稳定性。轧机机架还具备工作辊和中间辊弯辊功能, 在快速改变厚度或宽度时进一步提高了带钢形状控制 水平。 UCM轧机的创新性轧辊布置方案是另一个至关重要的 优点。它可以利用小直径的直工作辊(没有初始凸度)轧 制所有钢种。采用直工作辊的UCM轧机在带钢形状变 化时的平直度改善能力大幅度减少了堆钢以及连带的 轧辊损坏和带钢断裂。带钢在剪切后也能稳定地到达卷 取机。使用小直径工作辊意味着,每个轧制道次都能够 达到更大的带钢厚度压下量。根据产品大纲和成品带钢 的目标尺寸,有时甚至能够使需要的机架数量减少一 个,从而显著降低投资成本。更换工作辊和中间辊时可 以不必将带钢从轧机中移走,这对提高生产效率有重要 的作用。换辊系统全自动操作,缩短了换辊时间。
图5示意了UCM轧机的功能原理。UCM轧机和最新开 发成果⸺Hyper UCM⸺的其他特点和优点将在下 一篇文章中介绍。
液压轧辊定位装置
厚度精度在很大程度上取决于轧辊定位装置的性 能。普锐特冶金技术率先推出了液压轧辊定位装置 (HYROP-F),并将其安装在世界各地的600多个 机架上。它由液压缸、强力马达阀(FMV)、响应性出 色的直动式伺服阀和精度高达1微米的位置传感器组 成。HYROP-F的采用使自动厚度控制更加精确,超差 带钢的长度大幅度缩短,总收得率明显提高。
轧机出口区、带卷运输系统和检验区
轧机出口安装了一台转鼓式高速飞剪、一台皮带助卷器 和一个卡罗塞尔卷取机。与双卷取机方案相比,卡罗塞 尔卷取机只有一个靠近最后机架的卷取位置,对安全和 高速地卷取十分有利。冷轧带钢能够连续卷取,带卷切 换时不产生任何停顿。带卷运输系统由带卷车和步进梁 组成。另外还有一辆运输车,用以节省向检查站运输带 卷的时间。新设计的检查站能够方便地进行带钢双面的 仔细检查。
令人印象深刻的项目调试
从2011年6月的合同签署到2013的轧机如期投产(热 试),中间只隔了23个月。仅仅用了6个月多一点的时 间,新建PLTCM的产能水平就已经超过了100%,而且 带钢形状和厚度均达到出色指标。这一成就要归功于先 进而成熟的技术,丰富的轧机经验,以及现代钢铁和普 锐特冶金技术项目团队之间的密切合作。
- Work-roll deflection is reduced
- Straight work rolls can be applied
- Strip crown and edge profile is reduced
- Work-roll inventory can be greatly reduced
- Use of smaller-diameter work rolls is possible
- Work- and intermediate-roll bending is effective