This post is also available in: English (英语)
2013年4月,普锐特冶金技术奥地利和中国最大钢铁企 业河北钢铁集团下属的唐山钢铁集团有限责任公司(唐 钢)签订了提供一套冷轧机组的合同。新轧机的目标很明 确:在尽可能短的时间内开始面向汽车工业生产最高质 量的冷轧卷。这个雄心勃勃的目标现已顺利实现:2015 年1月15日,在合同签署仅仅21个月后,成功生产出了第 一个带卷。
中国汽车工业对优质钢卷的需求持续增加。为了满足这 一需求,唐钢启动了一项扩建现有冷轧和带钢处理设施 的工程,开始新建第二冷轧厂。 项目内容包括一套额定 产能为160万t/a的酸洗冷轧联合机组(PLTCM)、一条 440,000 t/a的连续镀锌线和一条750,000 t/a的连 续退火线。这个冷轧厂还包括了一个新的轧辊间,另外 还有一个酸再生车间,能够满足每年超过200万吨带 钢的酸洗需要。
PLTCM入口的热轧卷宽700 mm – 1,620 mm,厚1.5 mm – 6.0 mm。镀锌线和退火线能够处理的带钢宽度 为700 mm – 1,600 mm,厚度为0.2 mm – 2.5 mm。 冷轧机采用了5机架6辊设计,配备了SmartCrown中 间辊窜辊系统以控制平直度。其他平直度执行机构还包 括了工作辊和中间辊弯辊系统。5号机架专门安装了分 区冷却系统。为了满足先进高强钢的生产需要,每个机 架都能够施加35,000 kN的轧制力。轧机的总装机功 率为32,000 kW。轧机出口处的轧制线下方安装了一 台卡罗塞尔卷取机。这样的布置保证了通过用5号机架 之后的飞剪切割样品而对成品带钢进行在线检查。



2014年3月, 制造厂测试

冷轧机提速生产
图 2: 从合同签字到初步验收的项目进度表。自左至右:冷轧机组区的施工;切边剪的制造厂测试;串列式冷轧机的安装;建成后的冷轧机;准 备上市销售的优质冷轧卷
快速而顺利的设备交付、投产、调试和达产
该项目的一个亮点是执行期很短,从合同签字到生产出 第一卷只用了21个月(图2)。从项目前期到项目执行期 过渡得很顺利,优化的设计和供货方案考虑了大比例的 国内制造,为取得这一成果提供了保障。 普锐特冶金技术中国公司全面负责国产设备的供货,进 一步加快了项目进度。运输时间大幅度缩短,对按时开 始施工安装起到了至关重要的作用。而且,从项目一开 始就同客户展开深入的设计讨论,使关键问题都能够及 早彻底解决。还有一个成功的因素是,普锐特冶金技术 中国公司全程参与项目的所有阶段⸺从设计和制造 直到设备投产和调试。另外,唐钢和普锐特冶金技术双 方技术人员的密切合作,保证了从一开始就执行中国制 造标准,因而无需进行图纸转化。
为了确保设备制造的高质量,普锐特冶金技术的中国和 欧洲团队联合执行了监制,最终检验时还有客户一道参 加。为了达到自动化系统的严格要求,先进的电气和自 动化方案都在普锐特冶金技术德国Erlangen进行的 集成测试中得到全面的预测试,而唐钢项目团队同样参 加了这项工作。唐钢还对安装公司的工作进行了监督, 保证了紧凑的时间表得到严格执行。
最终安装阶段的出色协调使项目顺利进入冷调试阶段。 所有上述因素都对2015年1月15日第一个质量合格带 卷的成功轧制起到了决定性作用。生产出第一卷后,唐 钢和普锐特冶金技术紧锣密鼓地进行了调试,使轧机 稳步增产,很快就达到了额定产能。在轧制第一卷后仅 仅14天,生产能力就提高到了300 t/h和以上。在短短 6个月的时间内,在市场上售出的带卷数量就超过了 13,000个。在性能考核成功结束后,客户于2015年9 月签发了初步验收证书(PAC)。
优质的产品
新建第二冷轧厂投产伊始,就为满足市场需求而重点 拓展产品大纲。除了高质量的普通产品,日常生产计划 中还包括了无间隙原子(IF)钢和先进高强钢(AHSS)。 在这样的情况下,持续优化产品质量参数,就成为了唐 钢技术人员和操作人员及普锐特冶金技术共同的工作 重点。薄规格产品的轧制也是关注重点之一。到目前为 止,出口厚度0.2 mm的产品已经轧制成功。不过,客户 宣布的目标是轧制出厚度为0.18 mm的产品,这甚至 低于冷轧机最小带钢厚度的设计值。
展望未来
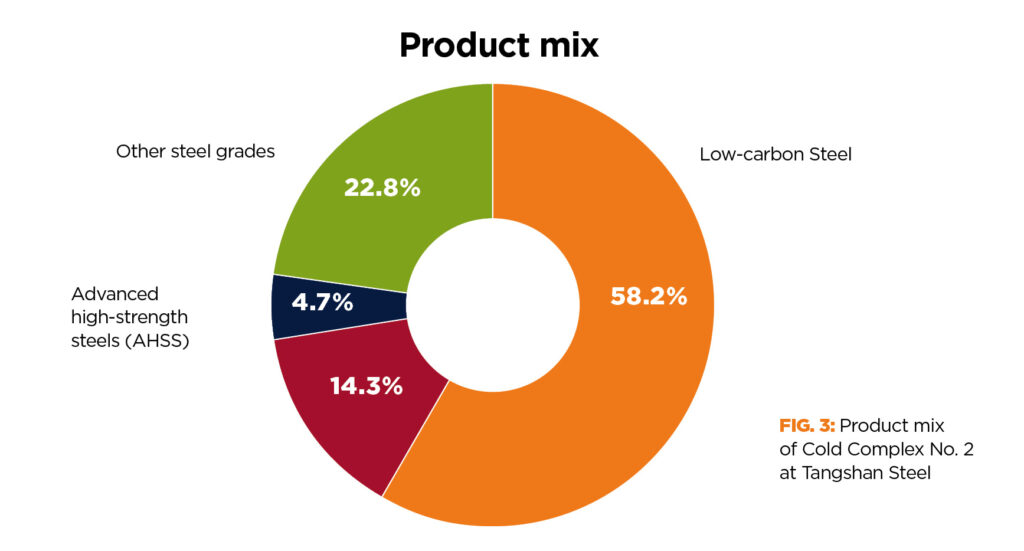
唐钢冷轧厂的建成是公司汽车板生产的一座里程碑。 展望未来,唐钢的目标是进一步扩大产品范围,增加品 种,打入特殊钢市场(图3)。因此,普锐特冶金技术专家 正在研究制定拓展产品大纲必需的上游设备方案。目 前,已经向唐钢提供了增加了内容的生产诀窍方案包, 将使客户能够扩大产品范围和全面优化生产。