This post is also available in: 简体中文 (Chinese (Simplified))
The Chinese producer Rizhao Steel ordered a total of five Arvedi ESP lines from the former Siemens VAI (now Primetals Technologies) in 2013 and 2014. In the meantime, three of the lines have been started up. With a project execution time of only 20 months to the rolling of the first coil, this remarkable plant complex has set new milestones in the steel world.
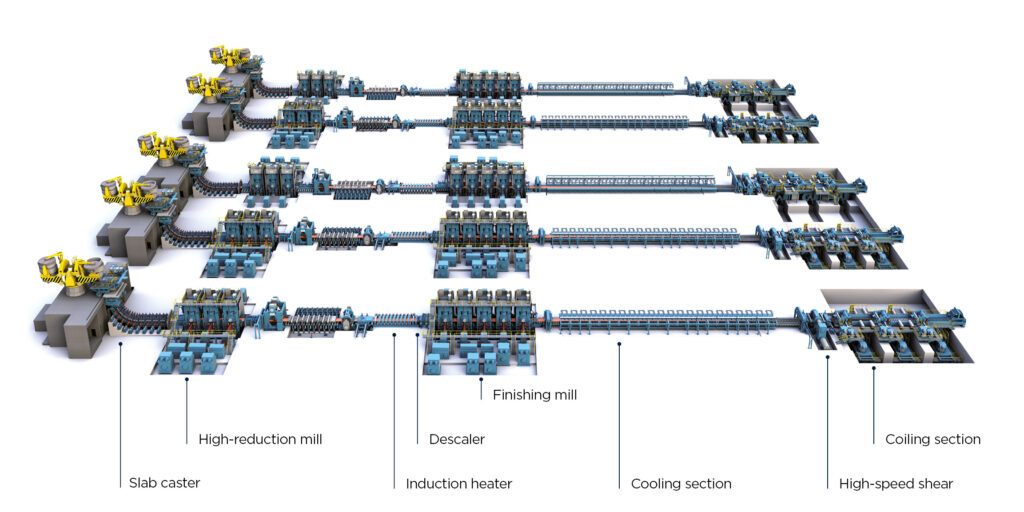
Eleven million tons of annual production capacity is the impressive figure for the new ESP complex now under construction at Rizhao Steel Holding Group Co., Ltd. (Rizhao Steel) in China. Lines 1 to 3, each with a strip width of 1,600 mm and a design capacity of 2.55 million tons, are already in operation – less than two years after the original order was placed (Figures 3). Lines 4 and 5 with strip widths of 1,300 mm and an annual design capacity of 1.7 million tons will be started up in 2016. A schematic overview of the Arvedi ESP complex is displayed in Figure 2. In all five lines, strip will be rolled to a minimum thickness of 0.8 mm. A wide variety of steel grades will be produced for a broad spectrum of steel products and industrial sectors. Liquid steel for the wider ESP lines will be supplied from new LD (BOF) meltshops with 300-ton converters. For the narrower lines, the steel will be delivered from existing converter meltshops equipped with 63-ton converters.
Project execution of Arvedi ESP at Rizhao Steel
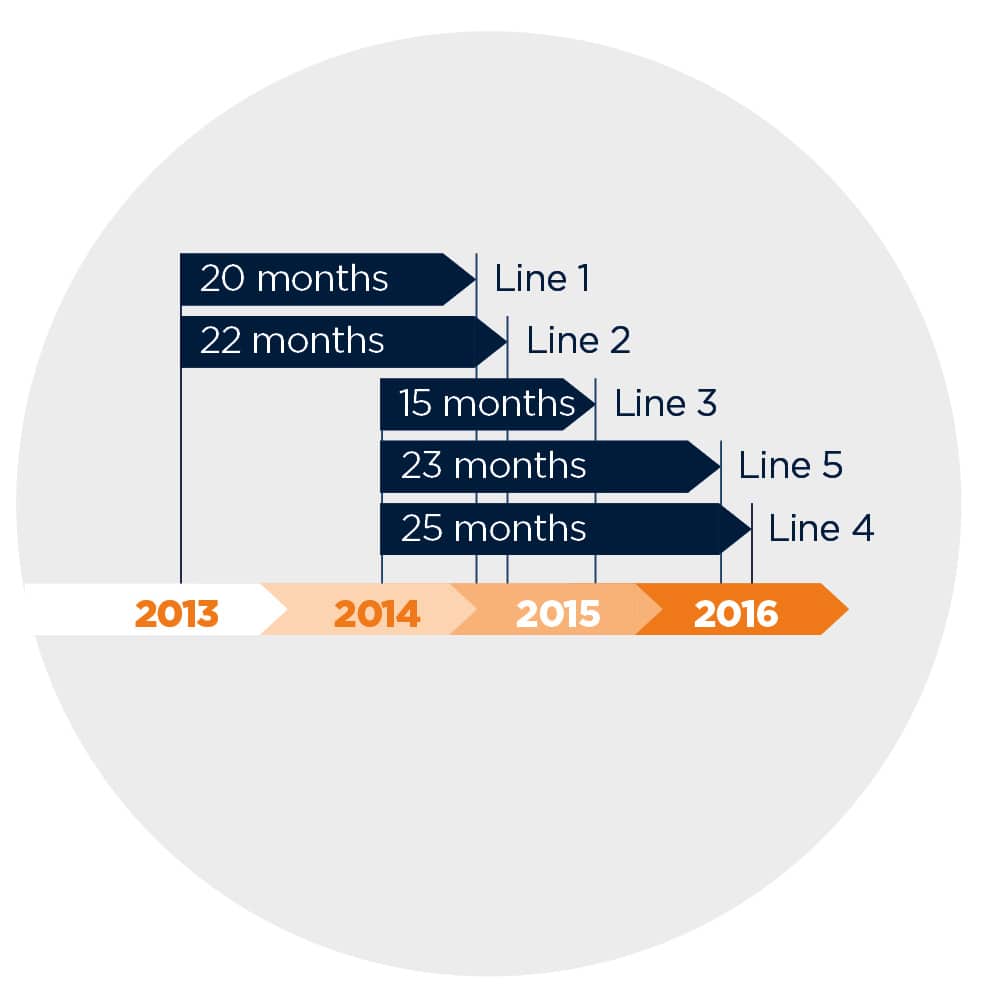
Executing a project of this complexity, which features five casting-rolling lines and an incredibly short start-up time of only 20 months for the first line, is a masterpiece of project management. Perfect cooperation between the customer, Rizhao Steel, the main contractor, suppliers and the construction company was a decisive factor for this success. As the new plants 1 to 3 are almost identical to the Arvedi ESP “master plant” in Cremona, Italy, many of the drawings could be directly sent to the manufacturers within the first weeks following the contract signature. This approach allowed the project teams to rigidly adhere to the very tight time schedule. By employing many of the same manufacturers that had built the plant in Italy, a smooth project execution was assured. Furthermore, because manufacturing of the Arvedi ESP plant at Rizhao Steel took place primarily in China, transport times could be kept to a minimum. The construction company under the guidance of Rizhao Steel achieved the nearly impossible by installing the entire plant from groundbreaking to completion within 12 months. In parallel to the commissioning of Line 1, installation of Line 2 was already close to completion when groundbreaking for Line 3 took place at the end of 2014. Project work for Lines 4 and 5, which are in the second plant complex, is progressing right on schedule. Rolling of the first hot coil on Line 4 is scheduled for mid-2016 (Figure 4).

- Superior geometrical strip quality and flatness
- High strip homogeneity along its entire length (no strip head or tail ends)
- Considerably extended work-roll lifetime
- Reduced consumption of alloys for the production of advanced steel grades
- Excellent process stability
Successful start-ups
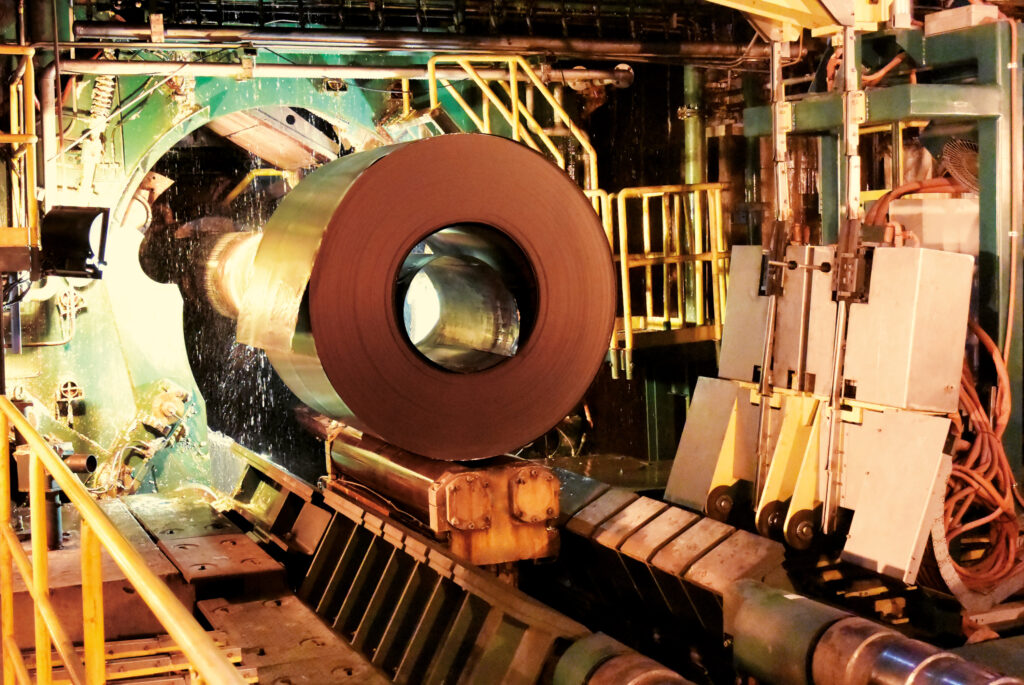
After a project period of only 20 months, the first coil on ESP Line No. 1 was produced in February 2015. Drawing on the experience of the Arvedi ESP line in Italy, the caster was put into operation in combination with the high-reduction mill and pendulum shear to initially produce plates, which were pushed from the line and separately piled. After fine-tuning the coupling of the caster and the high-reduction mill, in the next step the finishing mill, laminar-cooling section and downcoiler were simultaneously started up. This allowed the plant to produce initial coils in semi-endless and endless mode only six days after the line entered service. Thanks to the well-trained Rizhao operators, production was ramped up quickly. Minimum gauges below 1 mm were reached after two months of operation, and the first 0.8-mm coil was produced just three months later in July 2015 (Figure 5).
Start-up of Line 2 followed on the heels of Line 1 and its completion was ahead of the contract date. The ramp-up was highly successful and already in month four line performance exceeded expectations by far. On September 26, 2015, six weeks ahead of schedule, Line 3 commenced operation. Thanks to the outstanding geometric, mechanical and surface-quality parameters of the strip material, the coils produced on the new ESP production lines were quickly accepted in the Chinese and worldwide markets. This allowed Rizhao Steel to rapidly increase its steel production in the saturated Chinese steel market to full industrial operation.
Comprehensive training as a key factor for success
Quick ramp-up of the new ESP lines to their designed production capacity can also be attributed to the comprehensive training of Rizhao operational and maintenance personnel. Basic training comprised theoretical training at Primetals Technologies in Linz and Erlangen for mechanical, electric and automation equipment. This was followed by three weeks of theoretical and practical instruction at the Arvedi ESP plant in Cremona. In an optional program with hands-on training, operators were involved with routine operational and maintenance practices for two months at the Arvedi plant in Cremona. With this experience, production ramp-up of the fully automatic plant was even easier, which is a decisive factor for a fast payback on the investment.
High-quality steel grades, from thick to thin
The product mix of the ESP plants comprises low- and ultra-low-carbon steels, medium-carbon steels as well as high-strength, low-alloyed (HSLA) and dual-phase steel grades. Endless operation also leads to a number of operational and production advantages. For example, strip threading and the related roll shocks are avoided. Work-roll life is increased, and crop-cut losses at the head and tail ends are eliminated. No line speed-ups create transient operation conditions. Thanks to uniform and constant rolling conditions, precise geometrical and mechanical strip properties are achieved along the entire strip length. Rolling of the lowest strip thicknesses is particularly attractive, since this commands the highest profit margins. In the endless mode it is no problem to produce at thinnest-gauge levels for hours at full strip width and line productivity. The constant process parameters in the endless operating mode, particularly with respect to the strip-temperature profile, enable advanced steel grades to be produced at a far higher degree of accuracy compared to conventional casting-rolling processes. For example, overalloying is avoided during the production of HSLA and pipe grades, which results in considerable cost savings for producers. And finally, quick development of new grades is supported by constant operational conditions, which means that operational parameters are easily reproducible.

Interview with
Giovanni Arvedi
Giovanni Arvedi, inventor of the Arvedi ESP process and founder of Acciaieria Arvedi S.p.A., Cremona, Italy
What are the main challenges that your company is currently facing?
Giovanni Arvedi: In my opinion, the challenges are the situation of the European market and overall steel consumption in the E.U. We are also facing ever-increasing competition from Asian companies and the greater quantities of steel sold in Europe by Asian producers. Other challenges include the devaluation of certain currencies and the associated consequences, fluctuating exchange rates and deteriorating economies.
How do you see the future of the steel industry in your market areas, and what factors need to be taken into consideration?
Arvedi: We expect increased growth in the European automotive market, which is a positive sign. The future of our company is directed toward Eastern Europe and the Maghreb countries [Algeria, Libya, Mauritania, Morocco and Tunisia].
What major activities, efforts or investments are planned by Arvedi to meet the challenges that lie ahead?
Arvedi: We are focusing on reducing costs. We also have plans to install a new galvanizing line for the automotive market and a new painting line.
What are the main criteria that you consider when selecting a technology supplier, and which factors do you value most when dealing with business partners?
Arvedi: Reliability, overall responsibility and the capability of a supplier to provide mechanical parts, hydraulics, electrics and automation from a single hand. Also, a supplier must think strategically and work for the future.
Arvedi ESP technology is now accepted worldwide. What visions do you have for the future development of your process?
Arvedi: We are trying to further develop our technology and implement even better solutions for the Arvedi ESP process. We have to follow the trend for higher quality and a longer lifetime of the final product.
On the basis of six years of operational experience with the Arvedi ESP line in Cremona, can you tell us what you consider to be the main advantages of your process compared to conventional casting and rolling plants?
Arvedi: The advantages include a reduction in costs related to energy and the transformation costs from liquid steel to the hot-rolled product. Furthermore, we produce a special mix of products that is unique worldwide – and which cannot be duplicated by other traditional plants.
Finally, how would you characterize your business relationship with Primetals Technologies and its former companies?
Arvedi: We have a really good business relationship and cooperation with your company. And we value the high degree of professionalism and competence of your people.
