This post is also available in: 简体中文 (Chinese (Simplified))
By equipping conventional roll chocks with the hydraulic Mill Stabilizing Device from Primetals Technologies, impact forces during strip threading into the finishing stands of a hot-strip mill are reduced by approximately one half and the amplitude of mill vibrations is substantially lowered.
Today’s market demands for superior strip quality and high-strength steels rolled to thinner gauges require higher rolling forces. Strip moves faster through the mill and greater rolling forces are exerted. This results in larger impact forces during threading, and leads to vibrations of enormous amplitude. The larger impact force or mill vibration not only shortens the life of mechanical parts, but also reduces operational stability and rolling efficiency.
The behavior of work-roll chocks was investigated and it was found that these units moved during rolling and were not stable. The reason for a larger impact force is as follows: As the inertia of the backup roll is greater than that of the work roll, the relative speed of the work roll is less than the speed of the backup roll during strip threading. This generates a horizontal force in the direction of the entry housing that causes the work roll to move significantly in the direction of the entry housing when there is clearance between the work-roll chock and the mill housing. When the work-roll chock strikes the entry side of the housing, it reverses direction and moves back toward the delivery side of the housing, causing a large impact force. Mill vibration in hot rolling can be explained by the following phenomenon: The upper and lower work rolls vibrate in opposite directions to each other, and predominantly in the rolling direction. When there is clearance between the work-roll chocks and the mill housing, the mill stand is prone to start vibrating under high-reduction conditions. As mentioned above, it is understood that the larger clearance between the work-roll chock and housing is the main cause of instability.
- Lower impact forces during threading of the strip front end into the mill stands and thus reduced wear and maintenance costs
- Stabilized mill vibrations, which allow for greater strip reduction during rolling
- Increased operating stability of the mill during rolling
- Stabilized strip steering during threading and tail out
- Easily installed in various mill types, also as a retrofit in existing mills
An elegant solution
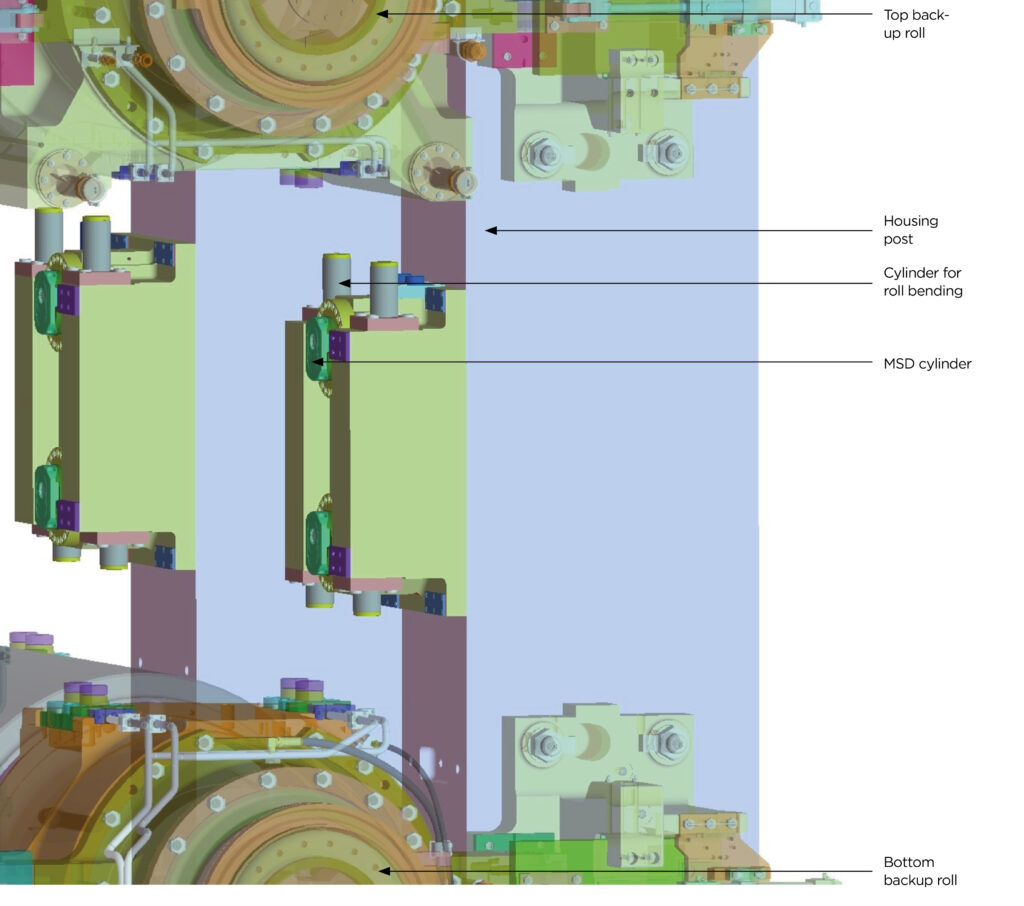
To solve these issues, Primetals Technologies developed the Mill Stabilizing Device, which eliminates the clearance between the roll chocks and housing. The Mill Stabilizing Device (MSD), which is installed between the roll chocks and the mill housing, consists of a hydraulic cylinder designed with orifices that provide a damping effect. In this way, the force of impact is reduced (Figure 1).
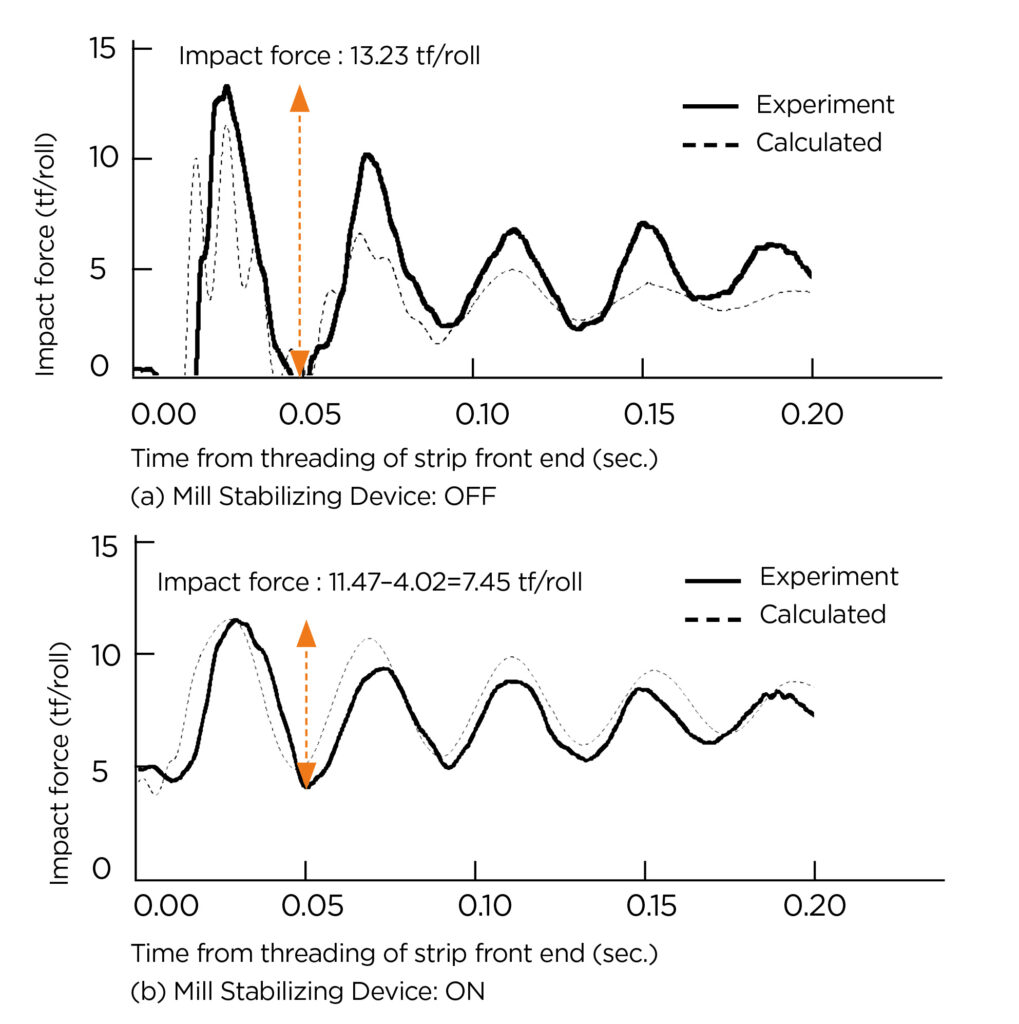
This elegant approach was first investigated in a test mill equipped with load cells. Strip-threading impact forces were compared with the MSD off and on in impact force vs. time graphs. When off, the impact force was 13.2 ton-force (tf) per roll, but with the MSD on, the force fell to 7.45 tf per roll (Figure 2).
Results of Mill Stabilizing Device in a production mill
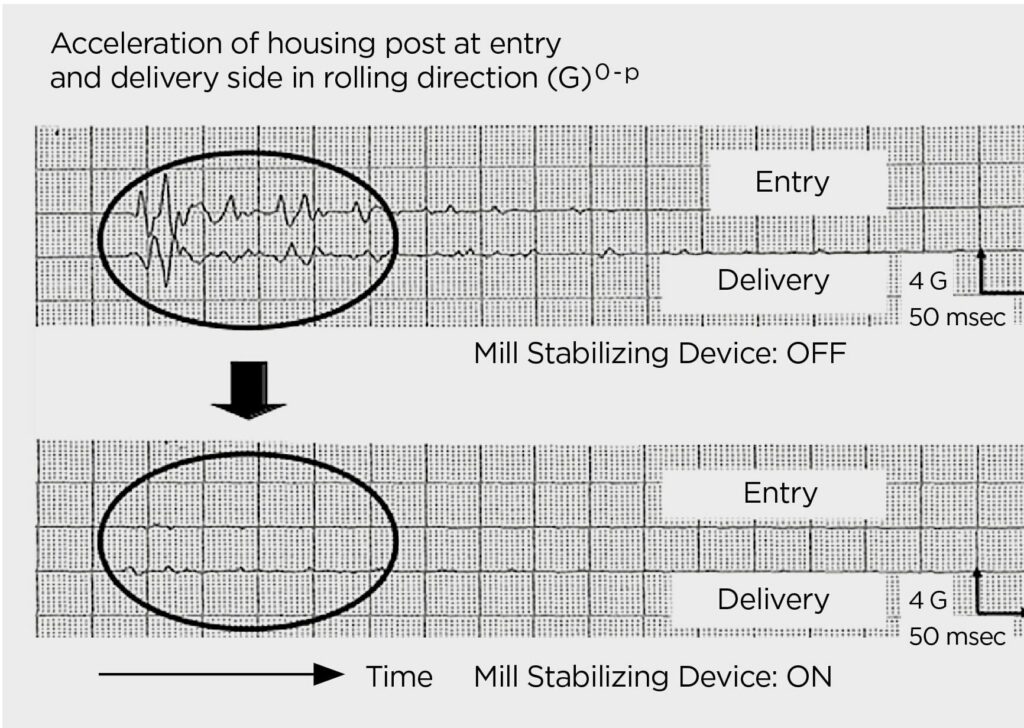
At Posco’s Gwangyang Steel Works, impact accelerations in the rolling direction were measured by accelerometers attached to the post of the entry and delivery housings of a hot-strip finishing mill. With the MSD off, large impact accelerations are generated during strip threading into the stand. When the MSD is on, the accelerations are greatly reduced (Figure 3). This significantly minimizes wear of the mechanical parts surrounding the work-roll chock during threading, and consequently lower maintenance costs are incurred.
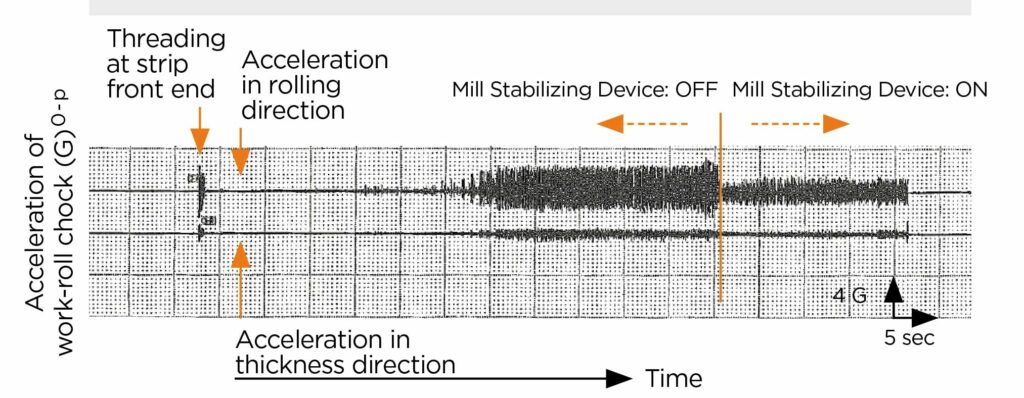
Stabilization of mill vibration during rolling
When strip moves faster with increasing thickness reductions, the mill stand is prone to suddenly start vibrating with a large amplitude. This is because the upper and lower work rolls vibrate in opposite directions (predominantly horizontally). This vibration is a self-exciting type, mainly in the frequency range of 60 Hz to 90 Hz. Mill vibration occurs above a criteria curve line governed by the rolling speed and the parameter rolling force per unit width x reduction in thickness.
The criteria curve is influenced by the dynamic rigidity in the horizontal direction. Because the MSD eliminates the clearance between the roll chocks and the mill housing, dynamic rigidity is increased. Much of the damping effect is achieved by the viscosity of the hydraulic oil expelled through the orifice.
Thus, the damping effect increases as vibrations become larger. The dynamic rigidity when the MSD is on is about twice that when it is off. Accelerations of mill vibration were measured by accelerometers attached to work-roll chocks of a hot-strip finishing mill at Posco’s Gwangyang Steel Works. Mill vibration can be reduced with the MSD turned on (Figure 4). This means that harder and thinner materials can be rolled.
Installation in Pair Cross Mills
The well-known Pair Cross mill has evolved since the 1980s to enable better strip crown and shape control. Now in its third generation, the mill is equipped with hydraulic cylinders that replace the mechanical roll-crossing mechanism on the entry side. The hydraulic cylinders, which are part of the MSD system, force the work rolls to move toward the delivery side of the housing. This eliminates the clearance between the work-roll chock and housing.
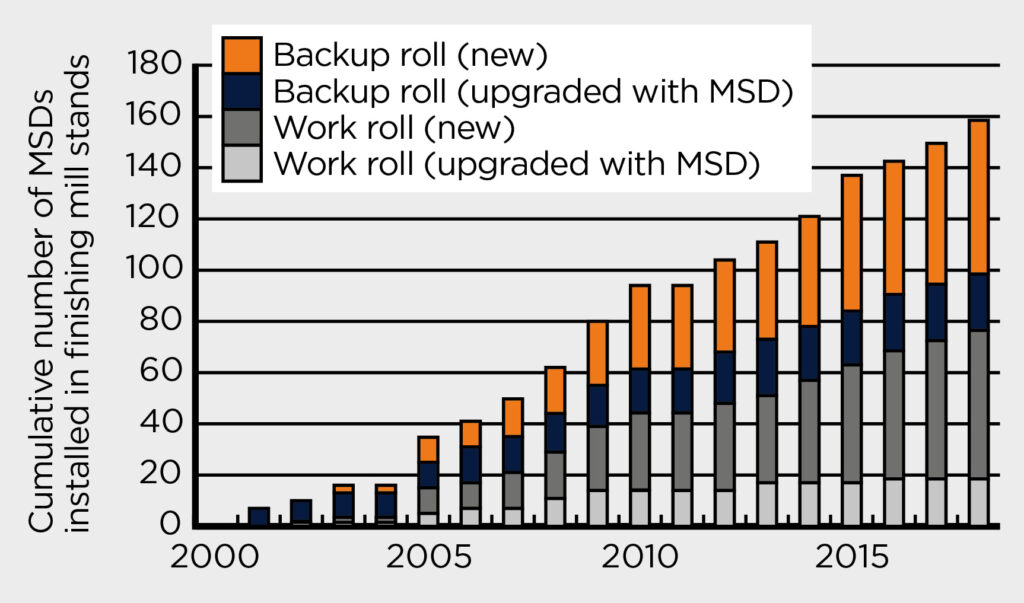
A well-proven solution with an added benefit
Since 2000, nearly 160 MSDs have been installed in the work and backup rolls of Pair Cross mill stands and other types of mill stands (Figure 5 ). When backup rolls are also equipped with MSDs, clearance between the backup roll chocks and housing is eliminated, which maintains better alignment between the backup and work rolls. Thus, the thrust force in the axial roll direction is reduced, which decreases the differential rolling force between the drive side and work side. As a result, an improvement of strip steering stability can also be achieved. The MSD can easily be installed as a retrofit as well as in new mills.