
This post is also available in: 简体中文 (Chinese (Simplified))
In 2014, Primetals Technologies supplied a coupled pickling line and tandem cold-rolling mill (PLTCM) facility to automotive steel producer Valin ArcelorMittal Automotive Steel Co., Ltd. (VAMA) in China. The mill is part of a new cold-rolling complex erected in the city of Loudi in the Chinese province of Hunan. Primetals Technologies was responsible for equipment supply, supervision of erection and start-up activities. Today, the mill is operating according to design specifications and a wide range of advanced steel grades are produced within the required gauge and flatness tolerances.
The complete mechanical and electrical equipment for the PLTCM was engineered and supplied by Primetals Technologies, including auxiliary equipment such as the hydraulic, pneumatic and safety systems. The line features an advanced automation system comprising basic (Level 1) automation, process optimization (Level 2) as well as special process and technology models.
These systems serve as the basis for stable production operations, maximum plant availability, high product yield and excellent product quality across the entire product mix. A notable aspect of the project is that the cold and hot test runs could be performed after a project time of only 21 months, which was followed by the successful rolling of the first coil on June 3, 2014, only 24 months after the contract was signed.

Features of the PLTCM pickling line
For the initial project stage, the new PLTCM was designed for an annual production capacity of 1.5 million tons of steel strip. The line receives incoming hot-rolled strip with widths from 900 mm to 1,890 mm at thicknesses from 1.8 mm to 6.0 mm. The strip is continuously fed from a single payoff reel in the entry section to the pickling line that comprises a scale breaker and three catenary-type pickling tanks (Figure 1) where the acid and iron concentrations are automatically controlled by the Faplac pickling process model. After pickling, the strip edges are trimmed in a turret-type side trimmer.
Features of the PLTCM tandem cold-rolling mill
The cold mill currently has four 6-high mill stands. Two independent circuits supply rolling emulsion, with one dedicated to Mill Stands Nos. 1 to 3, and the other to Mill Stand No. 4. Stands Nos. 1 and 2 are additionally equipped with a direct-application system to enable flexible lubrication (depending on the steel grade) with a higher concentrated emulsion for the rolling of challenging products such as advanced high-strength steels (AHSS).
The strip is then coiled on one of the two reels of a carousel coiler. For surface-quality examination, both an inline inspection station and an offline inspection line are available. The mill was designed so that it can be extended in a second phase to enable the production of 2 million t/a by adding a second payoff reel, a fourth pickling tank and a fifth mill stand.
The mill stands have an installed power of 7,000 kW each and an installed maximum roll force of 35,000 kN to roll high-strength steels within narrow thickness tolerances. The flatness-control system, consisting of SmartCrown rolls, special actuators and control features, provides highest accuracy to meet the guaranteed flatness tolerances of the final products.
SmartCrown actuator
The excellent flatness results can be attributed to the patented SmartCrown flatness-control system that is highlighted by a special roll contour geometry for the intermediate and backup rolls. The system offers significant advantages in terms of profile and higher-order shape control. The roll-contour coefficients are chosen in such a way that for any roll-shifting position, the resulting unloaded roll-gap profile is always cosine- shaped.
Lateral shifting of the bottle-shaped intermediate rolls allows a continuous, gradual adjustment of the roll-gap profile to be achieved. In addition to roll shifting and bending, multi-zone cooling in the final mill stand serves as an additional powerful actuator to correct any remaining shape defects of all orders.
Valin ArcelorMittal Automotive Co., Ltd. (VAMA), founded in September 2010, is a joint venture company of ArcelorMittal, the Chinese Valin Iron & Steel Group Co., Ltd. and the automotive industry in the Chinese province of Hunan. The new complex in Loudi, Hunan province, is dedicated to serving the growing demand for high-strength steel from Chinese automotive suppliers, in particular for local car-manufacturing projects.
Production targets met
A wide range of steels can be processed in the line to satisfy changing market demands. These include mild, high-strength (tensile strengths of up to 1,200 N/mm²), low-alloyed, interstitial-free (IF), dual-phase (DP), transformation-induced plasticity (TRIP) and bake-hardening (BH) grades. All of the originally foreseen steel products, including high-strength steels, have already been rolled within the required gauge and flatness tolerances. Currently, the VAMA rolling facility is in the qualifying phase to allow the company to supply these products to the local automotive industry.
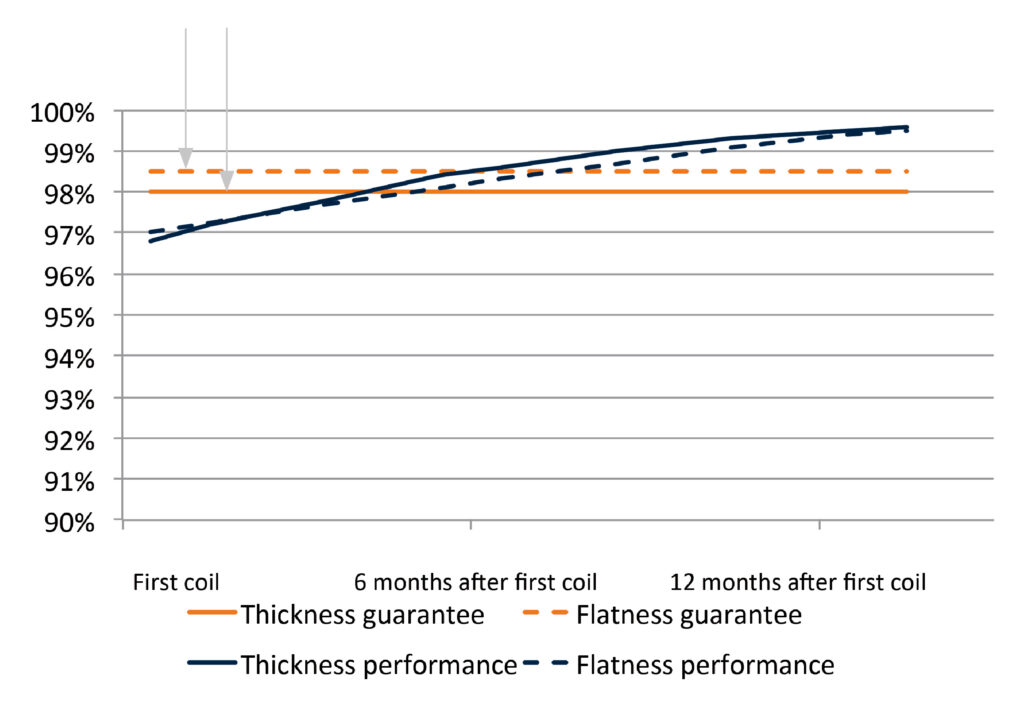
In the early stages of the PLTCM start-up, it was already possible to attain excellent thickness and flatness performance results. Since the first coil was rolled, more than 99% of the total rolled strip length was produced within the contractual thickness tolerance of 0.5% of the nominal exit gauge. The flatness tolerance of 5 I-units was reached for over 99% of the total rolled length. Both parameters refer to the coil body length, for which an average total off-gauge length of only 3 m were achieved for each coil (Figure 2).
PLTCM at VAMA Steel: Ready for tomorrow’s market
The demand for new steel grades with excellent forming properties in conjunction with the production of high-strength steels for automotive applications has significantly grown during the past years. This trend is expected to continue, which means that these steel grades will command an ever-increasing portion of a typical cold mill product mix. With its new PLTCM, VAMA is ready for tomorrow’s market.


