This post is also available in: 简体中文 (Chinese (Simplified))
A destructive form of mill vibration known as third-octave chatter is a serious problem in most cold-rolling mills. It often leads to costly damage and reduced mill performance. Primetals Technologies has introduced a unique anti-chatter system to eliminate chatter known as Chatter Block Expert. This allows a mill to operate at higher rolling speeds – even up to maximum mill speed.
Rolling mills are prone to many different vibration phenomena, especially when rolling high-strength steels in combination with thin product gauges and high rolling speeds. These vibrations can have a significant impact on quality and productivity in cold-rolling mills. The most destructive form of mill vibration, termed third-octave chatter, occurs in a frequency range between 90 Hz and 150 Hz. It is a self-excited vibration, meaning that once it commences, it can grow quickly and result in unstable and uncontrollable rolling conditions. Producers are often faced with financial loss due to a reduction in cold-rolling speeds, strip breakage, equipment damage and production downtime.
As a leading supplier of vibration consultancy services and solutions, Primetals Technologies has developed a unique anti-chatter system that is able to fully eliminate third-octave gauge chatter in cold-rolling mills.
Start of development activities
Primetals Technologies took on the challenge to find a solution to counter third-octave gauge chatter, a problem for which at that time it was thought that no solution could be found. Only diagnostic aids, such as chatter- monitoring systems that passively detect mill vibrations, were available on the market. Solving the problem first required an in-depth root-cause analysis of the chatter phenomenon – from a physical and control/stability point of view. It could be determined that mill chatter represents a process-parameter-excited instability that is generated in the roll gap. The solution thus required a stabilizing system that brings the rolling mill back into a stable and controllable state. This is possible by actively exerting a damping effect on the powerful roll-force cylinders without hampering the automatic gauge-control (AGC) system of the mill.
Primetals Technologies therefore focused on the development of new controller algorithms and the use of completely new, highly dynamic servovalves and hydraulic design solutions to control vibration frequencies between 90 Hz and 150 Hz. Since the frequency range of strip-gauge control is typically less than 20 Hz, a negative influence of the anti-chatter system is avoided because it operates well outside the frequency range of the gauge-control system.
Initial lab trials confirm solution concept
The anti-chatter solution concept was first investigated during lab trials at Johannes Kepler University (JKU) in Linz, Austria. The testing facility included hydraulic cylinders that could be actuated using a newly developed, highly dynamic servovalve from the company Moog Inc. During these trials, the pressure control on the rod side of the hydraulic cylinders was destabilized to generate vibrations, which were then stabilized by exerting a damping effect. The tests were successful and the next step was to find a steel producer where a pilot Chatter Block Expert system could be installed and investigated in an industrial environment.
Investigation of Chatter Block Expert in an industrial environment
Russian producer Novolipetsk Steel (NLMK) agreed to cooperate with Primetals Technologies to implement Chatter Block Expert to suppress mill vibration in their rolling mill. One of the testing procedures applied was to modify existing AGC cylinders to obtain a dynamically suitable hydraulic inlet where the so-called chatter valve could be mounted. This required the availability of one or more spare AGC cylinders. The entire Chatter Block Expert installation was carried out quickly in three single-day steps during scheduled mill downtimes for backup-roll exchange. The work comprised:
- Installation of the electrical system (two electrical cubicles at the mill stand and one main cubicle in the automation control room)
- Exchange of the AGC cylinders
- Hydraulic modifications to connect the new hydraulic valves to the existing system
Solution breakthrough
When the Chatter Block Expert system was activated for the first time, the controller gain was increased systematically by gradually intensifying system damping to stabilize the rolling process. By means of an online FFT (Fast Fourier Transform), system functionality could be continuously observed, which allowed mill speeds to be accelerated even above chatter-critical rolling speeds.
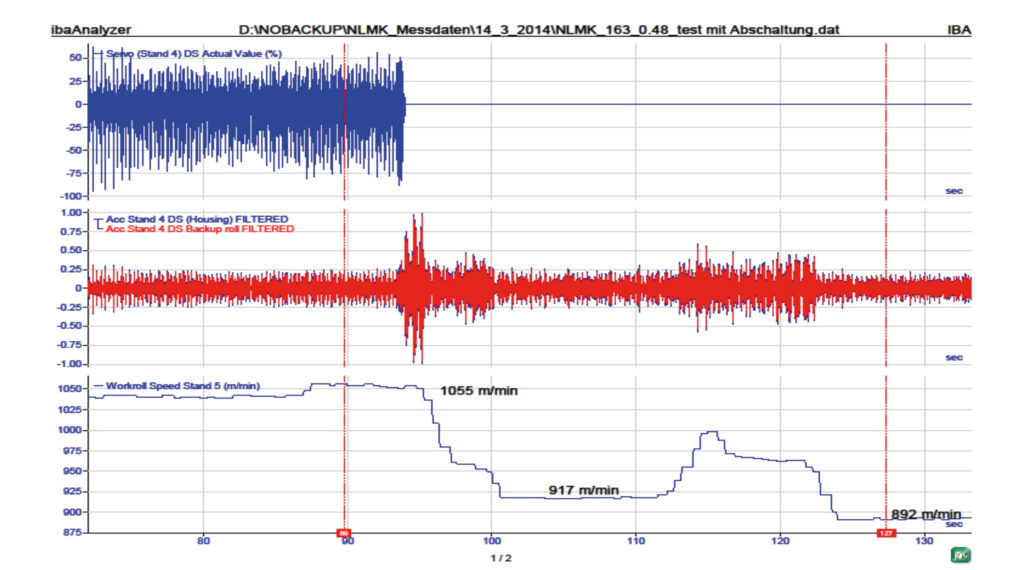
Figure 2 illustrates what happened when the Chatter Block Expert was switched off at high mill speed. Immediately, mill chatter appeared and rapidly increased. The operator had to react quickly to reduce mill speed and bring the system back into a safe operating mode. This trial represented a major breakthrough for Chatter Block Expert.
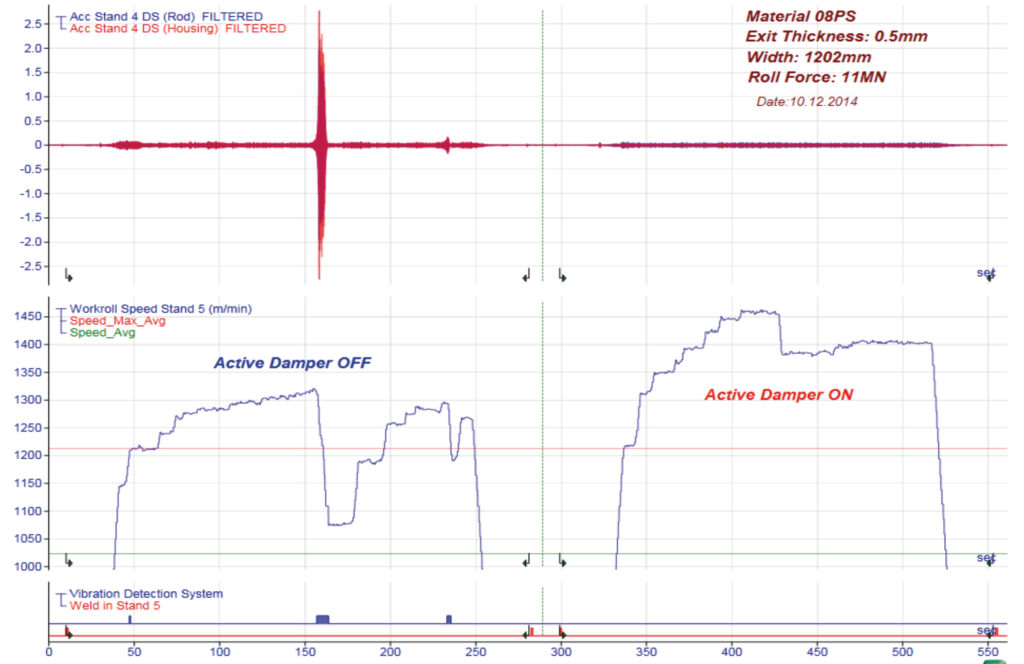
Figure 3 shows further impressive results that were achieved during the final acceptance tests of the Chatter Block Expert system at NLMK. The maximum mill speed with and without Chatter Block Expert switched on was compared. With the system turned off, the maximum possible mill speed for a particular rolled-steel product was approximately 1,300 m/min. With the anti-chatter system activated, it was possible to accelerate the mill up to the maximum mill speed of 1,450 m/min without the occurrence of any excessive vibration or negative strip-quality effects, such as chatter marks or out-of-tolerance thickness variations.
Decisive benefits for producers
This first industrial installation at NLMK clearly demonstrated the reliability and effectiveness of Chatter Block Expert. Investigation results showed that a 10% increase in maximum mill speed is possible, which converts into an impressive increase in plant productivity and additional product sales earnings. Chatter Block Expert is available as an autonomous technology package that can be modified to meet the individual vibration-solution requirements of both new and existing mills. Through the suppression of unwanted mill vibration, producers also benefit from prolonged equipment lifetime, improved product quality and higher profit margins.


