This post is also available in: 简体中文 (Chinese (Simplified))
Tapped at 1,500 degrees Celsius, hot slag from blast furnaces retains a staggering 1.7 Gigajoules of energy per ton — enough to sustainably power an electric car for months. Currently, this precious resource mostly just goes to waste. An R&D project led by Primetals Technologies is developing a method that involves dry granulation and air cooling to recover a great deal of this energy. A pilot plant at voestalpine Stahl in Linz, Austria, is rapidly approaching industrial maturity.
Blast furnaces produce roughly 400 million tons of hot slag per year worldwide at a tapping temperature of around 1,500°C. Generally, wet granulation plants are used to cool down and process the material, using large quantities of water—it can take more than eight tons of water to treat one ton of slag. As of now, there is no industrial-scale method to recover the heat energy retained in the slag—amounting to roughly 1.7 GJ per ton. In fact, cooling and treating the water used in the process requires a large input of additional energy.
Starting a dry run
As early as 2011, Primetals Technologies launched an R&D project involving several partners: Austrian steel producer voestalpine Stahl, the FEhS Building Materials Institute (Germany), and Montanuniversität Leoben (Austria). The goal was to develop a dry atomizing technology using air to cool the liquid slag and recover as much of the contained heat energy as possible, delivering high-quality slag sand as a result. A lab-scale plant was set up initially, which proved the feasibility of the concept. Recently, the project passed another milestone with the start-up of a semi-industrial pilot plant on the premises of voestalpine Stahl in Linz, Austria. The plant is intended to operate in batch mode, processing slag from a single blast furnace, and allowing engineers to optimize the process, collect data, and build know-how. The results are promising.
Recovering heat with air
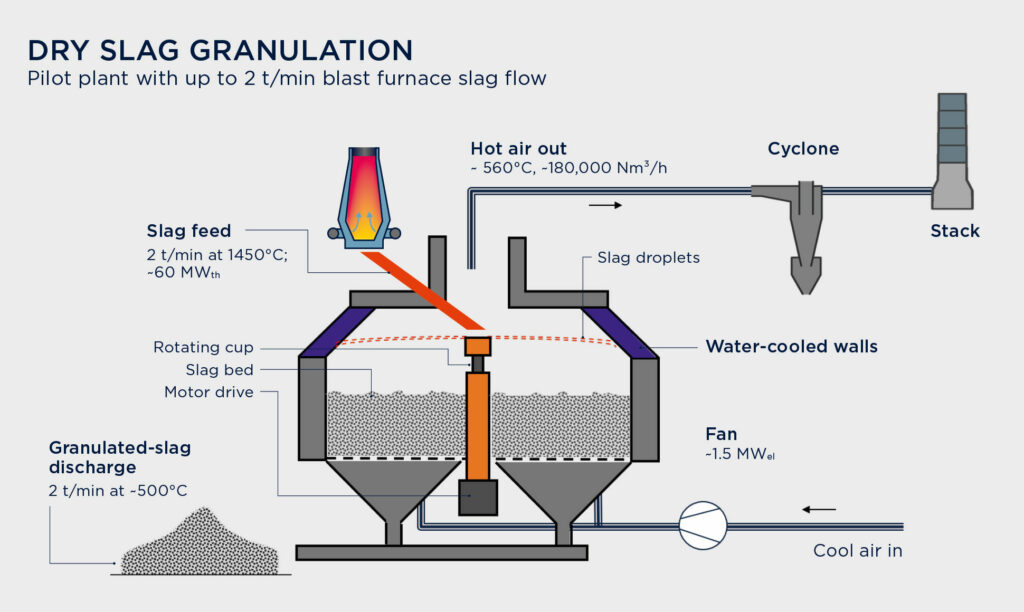
The basic setup of the plant is pretty simple: slag is fed from the blast furnace tap hole through a slag runner and a vertical, refractory-lined pipe. Entering the granulator, it hits the center of a rotating cup, is forced outwards and atomized. The droplets, at a grain size of 0.5 to 3 mm, are hurled against the inclined, water-cooled walls and finally bounce into the fluidized granulate bed beneath. This is where most of the cooling takes place: large amounts of air are introduced from below, removed above, and cleaned in two parallel cyclones for dedusting. The target temperature of the air leaving the granulator is 560°C. The final product is discharged with conveyors from the bottom of the vessel.
The main challenge
The focus of the project at this stage is the core process—perfectly atomizing the slag on the rotating cup. The set-up involves several visual imaging devices to monitor, control, and evaluate the granulation process. These devices make it possible to optimize rotation speeds and dynamically adapt them to parameters such as slag flow and temperature in order to ensure consistent process conditions and product quality. Another related challenge in the process is the speed at which the slag granules need to be cooled down to achieve the right properties in the resulting slag sand.


Maximizing glass content
A key parameter for the quality of slag sand is glass content, which must be above 95% in order for the material to qualify as an additive in cement production. It directly impacts the latent hydraulic reactivity and thus the strength of the resulting concrete. Glass content is also the main challenge for dry granulation with air cooling: the particles have to be cooled down ultra-fast in order to achieve it, which is easily done with water in the traditional wet granulation process, but hard to do with air.
Analysis of the resulting sand from the pilot plant shows a proportion of glass content of about 94–97%, which is in the range of conventional, wet-granulated slag and high enough to be considered premium quality in the cement industry. Extensive cementitious tests have confirmed this.
Taking the next step
In its current form, the pilot plant at voestalpine Stahl is set up to handle a maximum of two tons of slag per minute, delivered from a single tap hole. In the near term, there are plans to increase slag flow to 60 tons per hour, extensively monitoring the equipment for wear and sticking behavior. At the same time, trials will be run to maximize off-gas temperature.
When the project enters its next phase, an upgraded plant will allow for the treatment of the full slag flow from multiple tap holes on the blast furnace, feeding hot air into a waste-heat recovery plant downstream to harness the energy.

Thomas Fenzl, a process technologist at Primetals Technologies, has been working on dry slag granulation for several years.
Recovering energy from slag seems like an obvious thing to do. Why hasn’t this been tried sooner?
Fenzl: Research on dry slag granulation processes actually started decades ago, but without the focus on energy recovery. With energy prices on the rise and regulations on efficiency getting tougher, the steel industry was looking for possibilities to recapture energy that was being wasted in its processes. Blast furnace slag has some of the highest potential in this regard.
What part of the dry-granulation process is the toughest to crack?
Fenzl: The rotating disc that atomizes the slag. This is a component that is spinning at high speeds and has to endure the impact of hot, liquid slag at 1400°C. Many fluid-dynamic effects develop on the disc that we did not expect in this form. We are testing different designs to find a construction that allows high slag-flow capacity, granulation quality, and durability.
How do you view the chances of this being adopted widely in the coming decade?
Fenzl: We are very excited about bringing this technology to the next level. Our goal is to start working on an industrial-scale plant with energy recovery in 2019, reaching out to partners in the industry. From there, I expect the technology to spread swiftly.

Thinking big
If only half of the blast furnaces operating today were to switch from wet to dry-type granulation of their entire slag output, the energy recovered and saved would be enough to supply more than 3.5 million households with sustainable energy all year. To take another example: the energy from the slag, currently wasted almost entirely, would be enough to power 6.5 million electric cars (assuming typical mileage). At European emission intensity, this scenario would translate into a reduction of 8 million tons of carbon dioxide emissions per year.
In addition, plant owners would end up with large amounts of first-class clinker additive that is dry, highly glassy, and easy to handle. Considering its excellent carbon footprint, this material is easily marketable.
We are convinced that dry slag granulation technology, if deployed widely, would mark a significant step toward the green future of steelmaking.