During the transformation of molten steel in the continuous casting process, mold level control is essential to produce high-quality and consistent products. To compensate for bulging accordingly, Primetals Technologies developed anti-bulging technology combining its LevCon and Smart Bender solutions to use casting gap variation for the first time to keep the mold level consistent and casting machines performing at maximum capacity.
Mold level control is one of the essential elements for stable and consistent continuous casting. Due to the immense speed and transformation of molten steel during this process, controlling it is crucial to produce a highly homogenous product with reliable quality. While solutions and strategies exist to compensate for bulging issues, anti-bulging technology for LevCon applies an entirely new concept to control the mold level using casting gap variation.
Molten Steel and the Mold Level
During the continuous casting process, molten steel begins to form a shell and take shape as segments of the casting machine use a combination of water and air to cool the steel as it gradually solidifies. However, shell growth begins before reaching the casting segments at the mold level. Thus, mold level directly impacts shell formation. As the shell around the molten steel naturally forms unevenly for specific steel grades such as peritectic and silicon steels, early casting segments attempt to cool the steel evenly. A non-uniform shell can cause air gaps and hot spots on the shell’s surface, lead to defects, and amplify bulging effects.
Bulging is common in continuous casting and occurs as a strand moves between two guidance rollers as the molten steel at the core of the slab pushes against the shell in between the rollers. A non-uniform shell structure exaggerates bulging effects and can lead to uncontrolled or unsteady bulging, resulting in oscillation marks on the strand’s surface. If the effects of bulging intensify and go unchecked, the casting machine may be forced to slow down or, in a worst-case scenario, a breakout—liquid steel tearing through the shell of the steel strand—may occur.
Most standard applications focus on the steel flow into the casting machine to prevent these issues, including LevCon. Now, the latest anti-bulging solution from Primetals Technologies is the only process using casting gap variation to lessen the effects of unsteady bulging.
Creating Harmony with Anti-Bulging
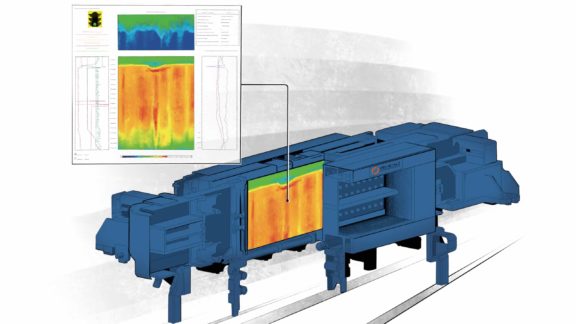
The primary focus of anti-bulging technology is to reduce unsteady bulging. As bulging occurs in the casting machine, the “shape” and occurrence of bulging appear as waves in the form of changes in thickness in the shell of the strand. Due to their periodic nature, bulging is measured in terms of wavelength. The initial wavelength of a bulge can cause various problems for a continuous casting machine down the line due to its harmonic occurrences. Thus, controlling the impact of the initial disturbance and subsequent harmonics is essential to prevent breakouts.
LevCon, combined with anti-bulging technology, can adjust the casting machine and avoid excessive bulging and potential damages by gathering information based on the initial bulge wavelength. By evaluating the process parameters, the exact mechanism calculates the necessary point of intervention by the controller. This calculation is essential since the damage may not occur with the initial wave but at a much higher harmonic frequency. The result of these calculations is the ability to compensate for bulging in real-time, meaning a safer and more reliable continuous casting process.
Using Casting Gap Variation
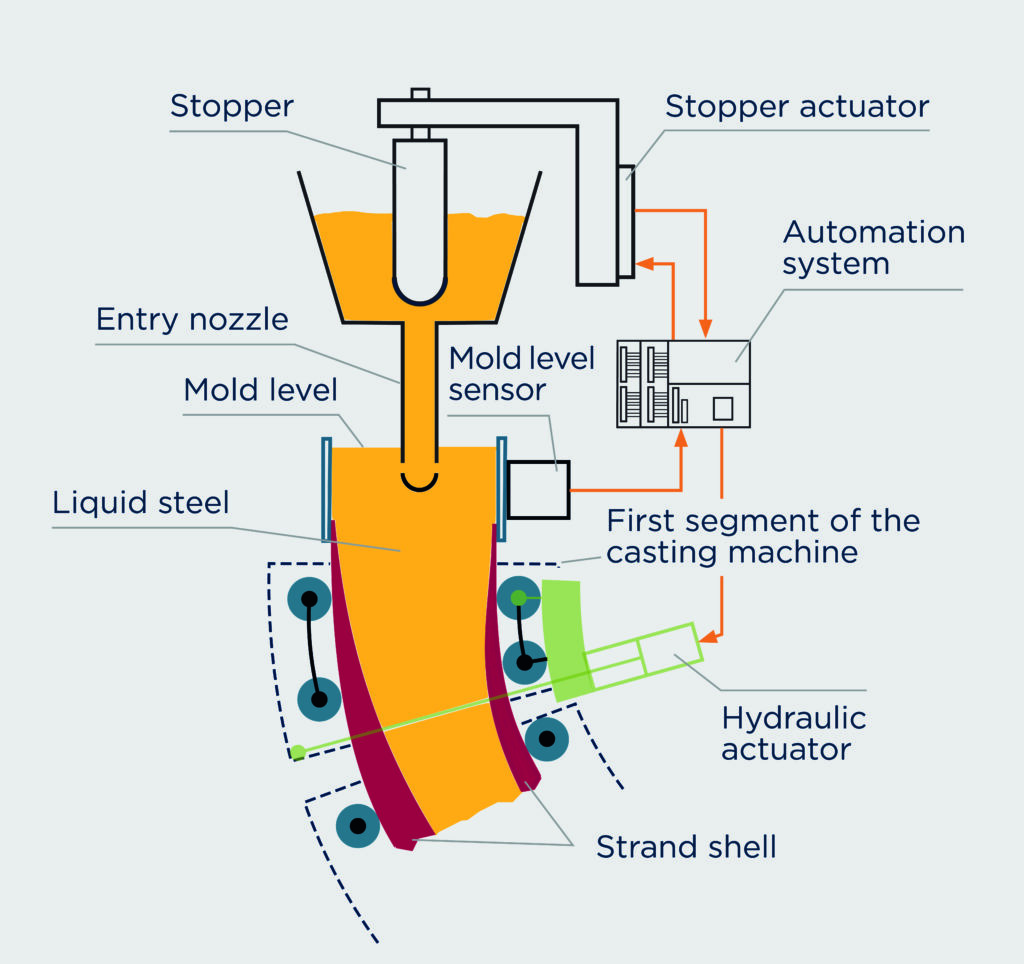
Primetals Technologies’ new patented anti-bulging technology combines LevCon with the Smart Bender, which provides support and guidance for the strand during solidification. By considering the interaction between these two systems as an extended controller, anti-bulging technology allows for novel control of the mold level by regulating the casting gap of the first segment, the bender. The system uses a hydraulic actuator at the first segment of the casting machine to adjust the casting gap, impacting the mold level. These adjustments also stabilize the stopper improving mass flow. At the core of this process, what was once a static process has now become dynamic and part of closed-loop automation, allowing for reliable real-time adjustments.
By now adjusting the casting gap and stopper, using various sensors, monitoring the mold level and casting speed, and controlling the initial segment of the casting machine, LevCon achieves unparalleled mold level control. Additionally, high frequencies that are physically impossible to regulate using the inflow and adjusting the stopper can now be successfully compensated for using casting gap variation. High-frequency compensation is particularly relevant for casting at high speeds, for example, when casting using Arvedi ESP.
In proven cases, the mass flow of an Arvedi ESP line reached a record-breaking 7.1 tons per minute thanks to the regulation of the stopper, setting a new standard for mass flow rates. Additionally, with the implementation of anti-bulging technology, the casting speed never had to be slowed down to compensate for unsteady bulging effects for any steel grade.
Anti-bulging technology is furthering the capabilities of mold level control by LevCon and Smart Bender and is an innovative solution transforming continuous casting to make it safer, faster, and more reliable.