As the steel industry focuses on its environmental impact and producers search for ways of simultaneously improving efficiency and product quality, digitalization and process optimization are the keys to a sustainable future for steel. An analog and digital solution from Primetals Technologies focused on inline plate cooling, MULPIC, provides steel producers with a means of cooling plates in an eco-friendlier and more efficient manner, all the while reducing production costs.
Industry-wide, the use of inline plate cooling technologies has proven to be essential to producing high-strength steel grades. Recently, producers have focused on decreasing their environmental impact and lowering operational costs by reducing post-processing requirements and carefully monitoring and managing water consumption. To this end, the specialists and experts at Primetals Technologies developed the MULPIC system, a comprehensive system for inline plate cooling providing unparalleled control over the plate cooling process.
What is inline plate cooling?
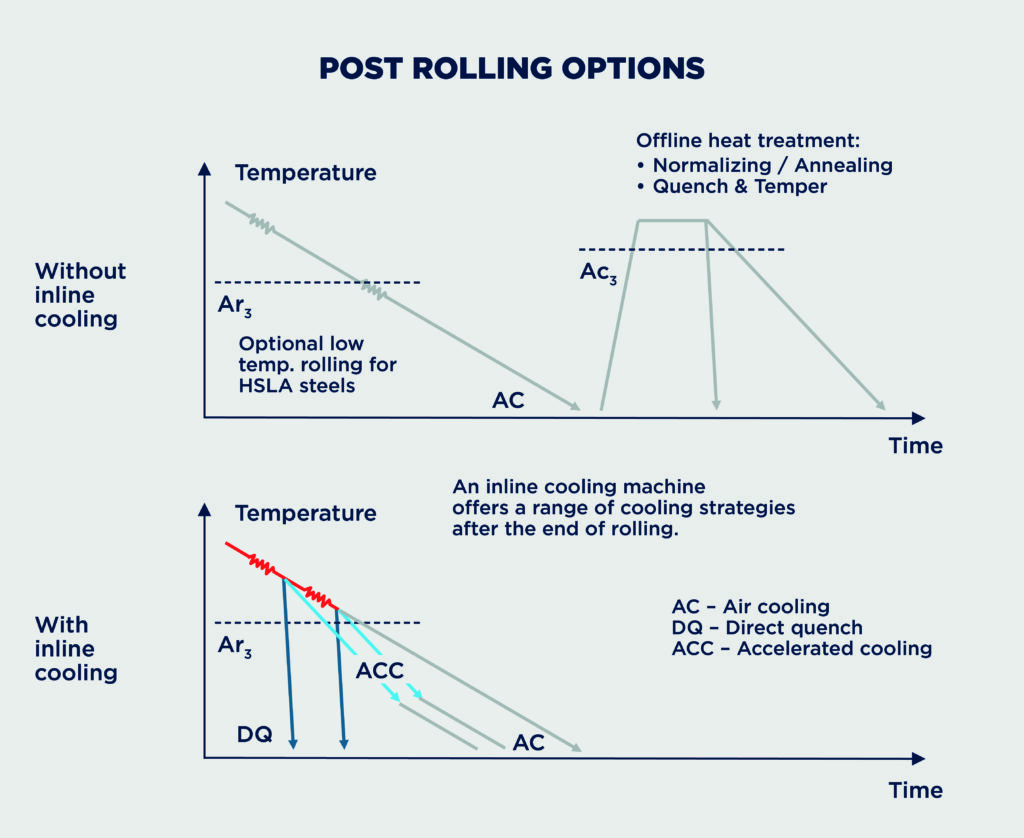
Accelerated cooling of hot-rolled sheets emerged in the 1980s. Today, “alloying with water” is standard practice in the steel industry, where micro-alloyed steel plates are cooled directly after rolling, achieving the desired strength, flatness, and toughness. However, the value of accelerated cooling extends beyond the ability to achieve the desired microstructure and product quality but also allows for the elimination of expensive reheating practices, efficient water utilization, improved yield, and an accelerated production time.
Previously, hot-rolled plates cooled to room temperature before low-temperature rolling and processing—standard practice for high-strength low alloy steel grades (HSLA). Examples of processing included normalizing and annealing or quenching and temper processing. Before inline plate cooling, steel producers used these steps to tailor the air-cooled plate microstructure for final applications, for example, abrasion-resistant plates. However, with the application of inline cooling, steel producers can achieve target microstructures with temperature control for accelerated cooling and direct quenching.
Direct Impact of inline Cooling
The impact of accelerated cooling on plate production is immediately visible regarding reduced manufacturing time. For example, direct quenched (DQ) or abrasion-resistant steel plates require specific processing that traditionally utilizes reheating, quenching, and tempering to reach the necessary hardness, toughness, work-hardening, and ductility required. Producers of high-strength steel focus on these characteristics because abrasion-resistant steel is essential in mining, lifting, and excavation industries. Inline cooling technology is a viable solution for steel producers to achieve greater efficiency by applying direct quenching that bypasses the reheating step.
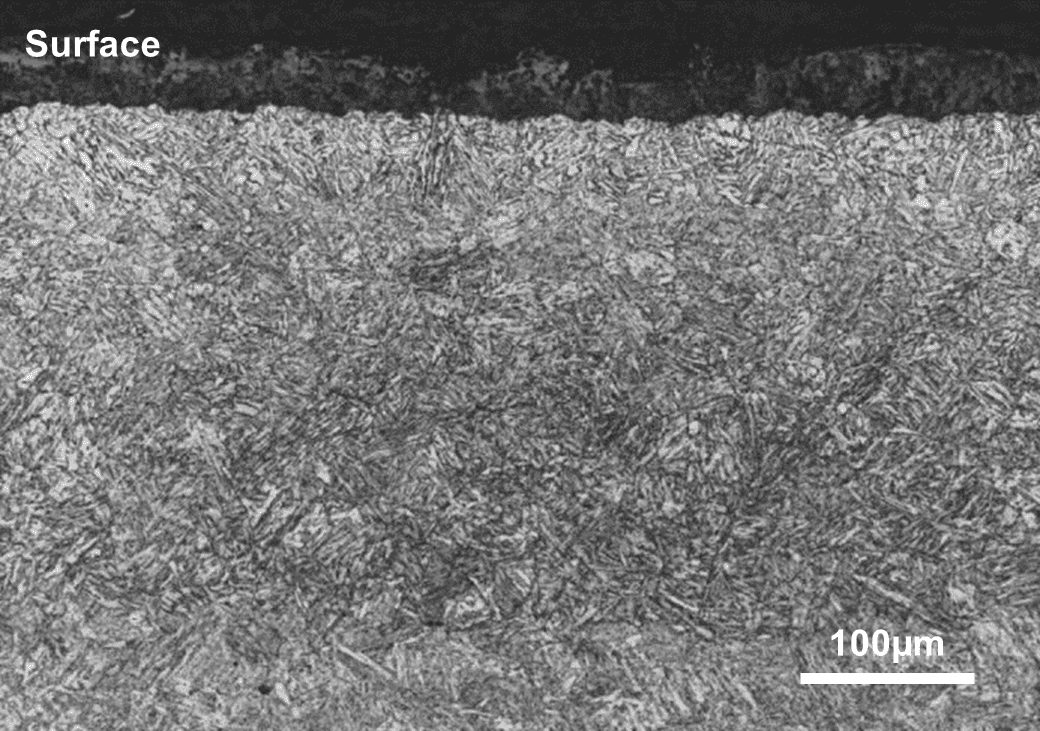
Abrasion-resistant steel requires temperature control and flatness to achieve the correct microstructure. Cooling conditions can vary during rolling and result in nonuniform temperature profiles of the plate. Despite these challenges, the inline cooling technologies from Primetals Technologies demonstrated the successful application of direct quenching and temperature control to produce ideal and targeted surface microstructures directly after rolling, translating to the necessary hardness and toughness for demanding steel grades.
When applying plate cooling technology, the benefits for steel producers are abundant, including improved cost efficiency, reduced environmental impact, increased product versatility—i.e., from structural grades to abrasion-resistant steel—, leaner manufacturing, and enhanced quality and productivity. However, previous accelerated cooling technologies were without recent developments in automation and digitalization, which now take each of these improvements one step further. Primetals Technologies has combined its competencies in mechatronics, automation, and digitalization solutions to create the MULPIC system for inline cooling.
Introducing MULPIC
Multi-Purpose Interrupted[1] Cooling, or MULPIC, began at the Center for Research in Metallurgy in Liege, Belgium, and since then has been developed further by Primetals Technologies. MULPIC consists of a cooling machine with 48 headers grouped into 24 pairs and four sections. The value of this division is the ability to supply pressurized water for direct quenching and gravity-fed water supply for standard accelerated cooling. The following sections also utilize a gravity-fed, medium-density water supply. Additionally, the Flow Control Valve contributes to improved flow accuracy, and zone separation sprays keep water from flowing from one section to the next or outside the machine. Furthermore, process automation enables tight tolerances across all performance indicators, including mechanical properties, temperature uniformity, and surface quality.


While the MULPIC system consists of a cooling machine featuring precision valve control and an advanced automation system, a process model, or “digital twin,” allows for the integration of historical data, real-time information, and model adaption to impact the efficiency of continuous operation.
While online operations can experience improvements, offline analysis of aspects of inline cooling improves the function of MULPIC—from heat transfer and metallurgical properties to the impact of the cooling machine. MULPIC’s Digital Twin is a model that utilizes the same models as the Level 2 control system and cooling model that adds a user interface to perform offline simulations. These simulations allow steel producers to optimize the cooling process fully.
Features of MULPIC’s digital twin:
- Cooling simulations to predict the through-thickness temperature and microstructure gradients evolution
- Modeling of actuator responses
- Generation and checking of limits, i.e., when the machine is at maximum or minimum flow or cooling speed
- Microstructural predictions, including CCT and TTT diagrams
- Key mechanical property predictions, including yield strength, ultimate tensile strength, elongation, and hardness
- New product and alloy development
- Water quantity utilization for operational cost minimization
Flatness and Yield Improvements
Flatness and yield are two key performance indicators that contribute significantly to the overall efficiency of the production of steel plates. Rectifying flatness defects requires post-processing, such as cold leveling, so the ability to control and optimize flatness during cooling is an essential feature of the technology. Improving yield from a plate means that less steel is needed to produce the equivalent final product, saving energy and emissions. During cooling, the final temperature uniformity, which influences mechanical property distribution in longitudinal and transverse directions, significantly impacts yield. The MULPIC system includes several actuators specifically designed to improve both the flatness and the yield and to control cooling with precision:
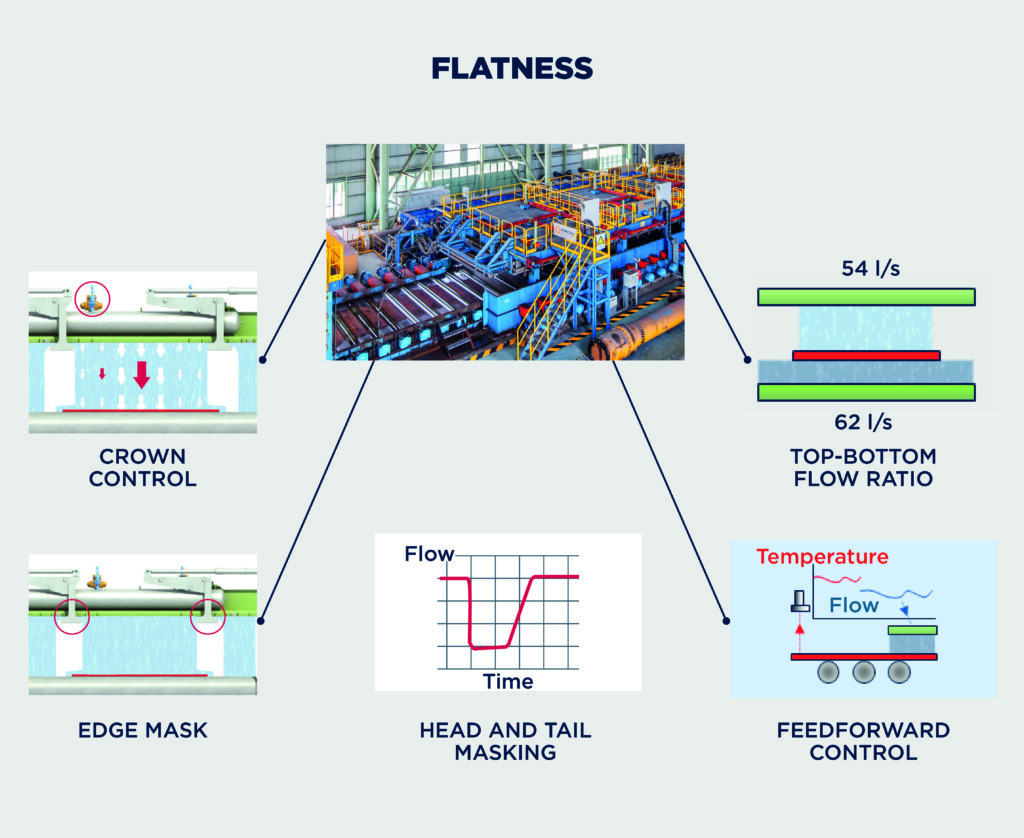
Crown Control
Each top header contains three chambers, with the flow controlled by a crown valve. The water flow density is uniform across the width of the fully open valves. As the valves are closed, the water flow to the end chambers lessens, and a water crown forms. One should note that crown control increases in importance as the plate width increases.
Top/Bottom Flow Ratio
“Crossbow” and “canoe” are common flatness defects for plates. By independently setting the flow from each top and bottom header, individual flow control valves can help limit these defects. Selecting the flow ratio can compensate for differences in the water-to-material heat transfer coefficients for the top and bottom surfaces.
Edge Masking
Each bank includes an independently driven edge masking system on each side of the cooling machine, preventing overcooling which may lead to the poor flatness of the plate following the cooling process.
Head and Tail Masking
The extremities of the product may become overcooled due to additional water flowing across the top surface or from the rolling process itself. During the head and tail (H/T) masking, the water flow reduces by a predefined level and distance along the material to compensate for this additional cooling.
Feedforward Control
By recalculating the required flow at every meter along the plate length, feedforward control compensates for variations in the incoming product temperature.
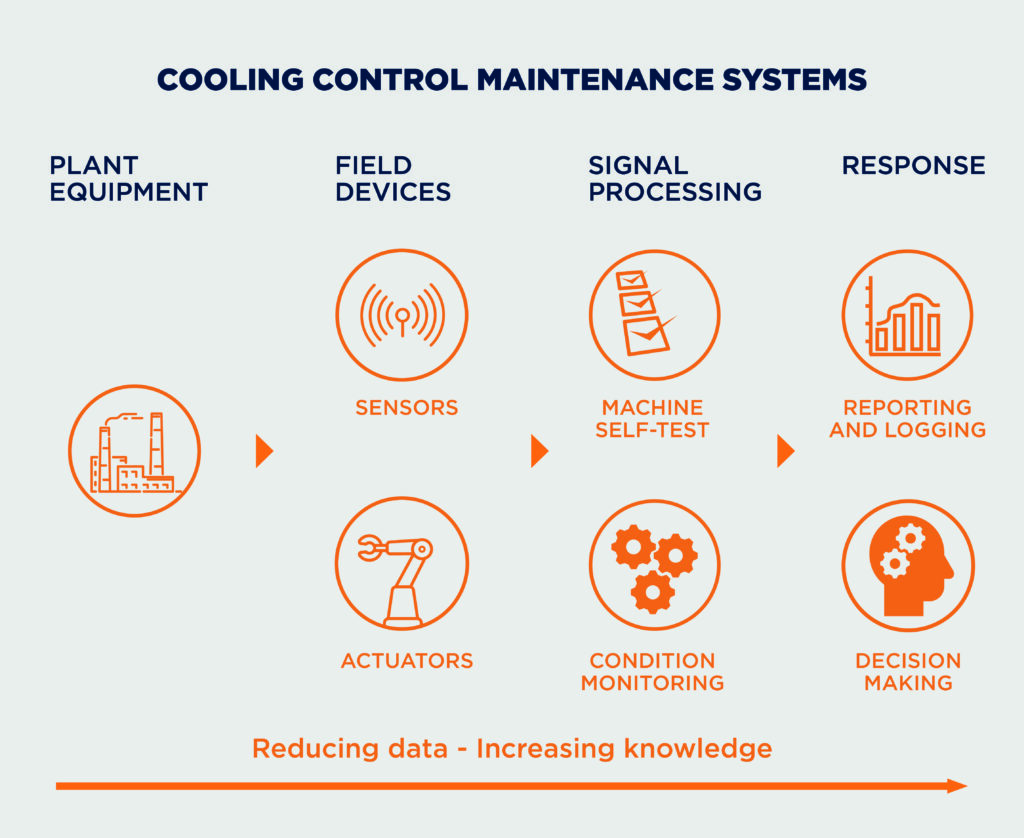
Availability and Maintenance Improvements
Ensuring that the cooling equipment is always available when required is essential to avoiding unnecessary stoppages or compromises to the quality of end products. A condition monitoring system reads and evaluates plant feedback information from sensors and actuators to increase availability. Examples of these incoming signals are the flow and pressure feedback from the main header supply, measured flow control valve positions and response times, and information from the pyrometers located before and after the MULPIC cooling machine.
Signal processing techniques then compress this large amount of measured data to help determine when maintenance is due for individual parts of the equipment, preventing unnecessary and unplanned machine downtime. Additionally, the “Machine Self-Test” checks every component of MULPIC, including valves and edge masks, activating, and examining component performance in their entire operating range. At the end of the test, a report will identify any part that requires maintenance and ensure the equipment is ready for cooling. Each field device is also linked to a system database to provide historical installation and operational and performance data, which assist with MULPIC maintenance and minimize unscheduled downtime.
Water Usage
Monitoring and optimizing water usage during cooling is another means of minimizing environmental impact during production. The precise control of the water flow rates to the cooling machine is key to ensuring minimum water consumption during cooling. Prefilling occurs as the plate approaches MULPIC, and as cooling commences, a head masking flow reduction is applied to save water. Accurate body flow control with feedforward and tail masking flow reduction results in the minimum amount of water utilization on a plate-to-plate basis. Also, each cooling section has independent off-switches that engage after the plate has passed through, reducing the amount of water circulated and hence reducing the energy consumption with an optimized pump operation. MULPIC also records and monitors the water consumed per plate to create a “water cost” evaluation.
Redefining Cooling Technologies
Unlike previous cooling technologies, MULPIC has adapted accelerated cooling technologies to include the latest automation and digitalization technologies to realize analog improvements in plate cooling. This solution allows producers of high-strength steel to see immediate improvements in quality and yield while reducing their environmental impact. Additionally, the MULPIC system provides flexibility regarding cooling options, from direct quenching to accelerated cooling, making the cooling process more efficient. MULPIC’s Digital Twin also offers the opportunity to use real-world data in an offline testing format to ensure seamless execution of trial runs and assistance with strategy, product design, development times, and the costs typically associated with such practices. With a combined mechatronic and digital solution, MULPIC offers the opportunity for steel producers to lessen their environmental impact while improving production.

[1] Interrupted is used to describe where accelerated cooling targets a specific finishing temperature to achieve the desired mechanical properties. For example, cooling has been applied to plate steel at 850°C to bring it to room temperature but is interrupted at a finish cooling temperature (FCT) to achieve a specific microstructure.