This post is also available in: 简体中文 (Chinese (Simplified))
Demands placed on aluminum plate and strip are continually increasing, particularly for product surfaces free of scratches and stains. Primetals Technologies offers practical and innovative solutions to deal with typical problems arising in aluminum hot-rolling mills that can lead to less-than-ideal surfaces.
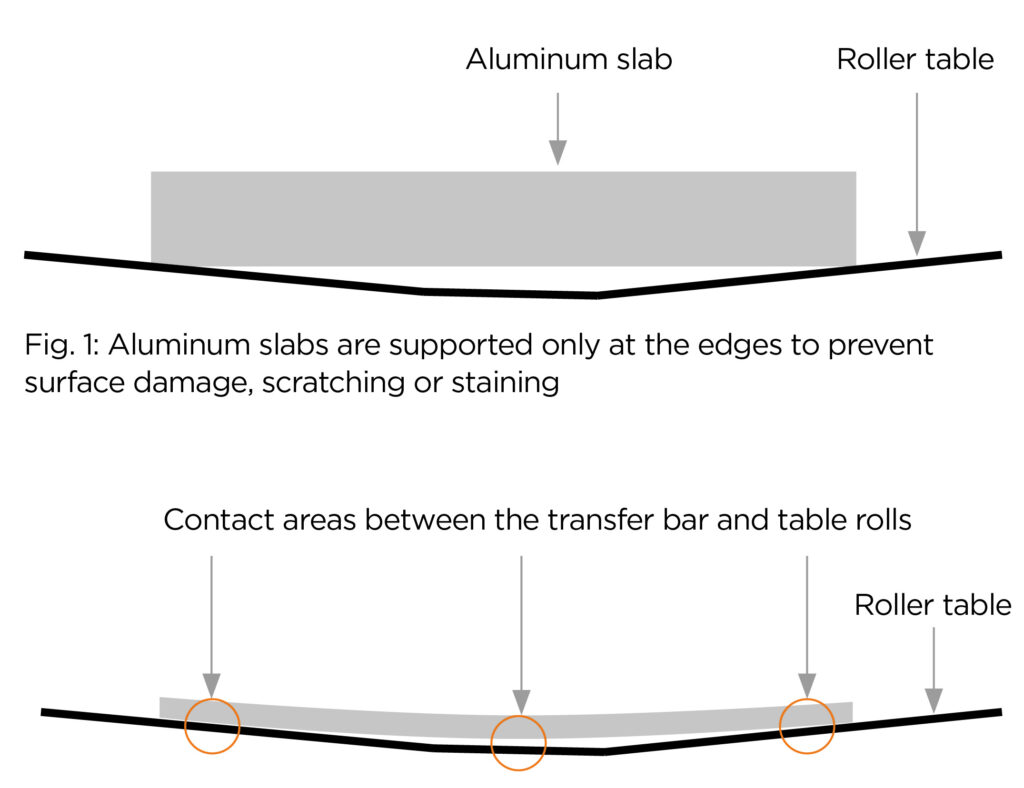
Starting with a thick-cast and scalped slab, aluminum is hot rolled at temperatures between 550°C and 300°C on a single-stand hot-roughing mill or plate mill to produce long transfer bars that are subsequently processed to coil products and cut plates. Roller tables on either side of the hot mill are used to support the product, ideally without damaging, scratching or staining its bottom surface at any time during the hot-rolling process. Generally, the aluminum slabs are supported at the edges only by solid table rolls with double or compound tapers, or tubular rolls with double tapers or inclined cylindrical rolls. Figure 1 illustrates the principle behind this approach. The taper angle is normally between 1.30° and 3.60°, depending on the final product thickness, width and strength at elevated temperatures. For plate products, smaller angles have historically been used to minimize the difference in the peripheral speed along the roll barrel of the solid rolls, as the thinnest or widest plates rolled could not support their own weight anyway. For strip products, any bottom surface markings result in the material being scrapped, and for that reason larger angles are typically used. However, the minimum transfer bar gauge is also limited – depending on its width – to ensure the product does not sag to such an extent that it makes contact with the roll surface either in the center or inboard of the edges (Figure 2).
Reducing roll contact by applying modeling techniques
In the framework of new installations and revamps, Primetals Technologies calculates the optimum taper angle for the product range to be rolled. However, the products rolled change during the lifetime of a rolling mill, and the original angle may not be sufficient for future product portfolios. The centering guide force also increases deflection, and the effect is also calculated on the basis of the set force and guide head length. The impact of the product head end on the roller table rolls also increases the risk that the bottom surface of the product might touch the rolls. Primetals Technologies applies finite element modeling to determine the effect of this impact, which of course is dependent on the turndown and incorporates a factor of safety (1.5 to 2) into the calculation, depending on speed. Also, due to the high temperatures relative to the melting temperature, material creep increases product sagging, especially at the end of long transfer bars. Further work is required on this creep effect, as currently only the factor of safety is used to reduce contact with rolls.
Solutions for an optimized roll-assembly design
With consideration to the slab thickness, large-diameter solid rolls must be used close to the roughing or plate mill. These rolls have historically been manufactured from a single piece of forged metal, and for this reason large taper angles result in large differences in the roll peripheral speed. Further away from the roughing or plate mill, the product is thinner, and hence half-width inclined tubular rolls can be used with large taper angles with no difference in the roll peripheral speed.
Half-width cylindrical solid rolls for heavy-duty applications or tubular rolls for light-duty applications are clearly the best technical solution due to the constant peripheral speed at the roll surface. However, because of reliability issues, individually driven rolls are preferred over group- driven rolls powered by roller chains, toothed belts or gears. Primetals Technologies has developed a cost-effective solution where the half-width rolls are connected with a proprietary coupling that can accommodate the large taper angles and has only one drive motor unit per full-width roll assembly.
Implemented solutions for improved Aluminum surface quality in a customer plate mill
A recent plate mill reference from Primetals Technologies has solid, one-piece table rolls with low taper angles of 1 in 44 (1.30°), a minimum thickness of 6 mm and a maximum plate width of 3,800 mm. Plates that are around 10 mm thick and have a width of 1,700 mm or more will sag considerably, even at low temperatures of around 300°C. This results in undesirable contact with the roll surface. Scratches from the variation in roll peripheral speed are minimized by using roll coolant lubrication sprays on all table rolls. However, the water in the residual coolant on the roll surface evaporates, leaving an oily residue on the roll surface that can cause black stains on the bottom surface, which is inacceptable for the end customer. To remove these black stains, the rolls are cleaned with hot (60°C) coolant, which dissolves the oily residue prior to the product passing over the table rolls. Primetals Technologies therefore made some detail changes to the table roll lubrication system:
- Dedicated pumps with a continuous-loop supply line with lagging along the entire table length ensure that the coolant is hot, even at the ends of the tables.
- Spray header pipes with no downward loops and automatic drain valves safeguard that hot coolant is sprayed out of the nozzles immediately.
- Additional nozzles provide full coverage/cleaning of the whole roll barrel length and larger nozzles to avoid blockages.
- Software changes to the control system ensure that the spray headers are drained and then activated prior to the plate passing over each table section.
Increased yield, enhanced quality and customer satisfaction
The solutions described above contribute not only to improving the surface quality of aluminum plate and strip products, but also to increasing product yield. Producers benefit from scratch- and stain-free products that satisfy the strictest surface-criteria demands and that can command premium prices in the market.