This post is also available in: 简体中文 (Chinese (Simplified))
Today, secondary cooling of continuous casting machines is typically equipped with air-mist nozzles to achieve a wide turn-down ratio, which is the highest-to-lowest water flow, without jeopardizing the spray-pattern uniformity. To prevent corner cracks, the zones are additionally split into center and margin strips across the casting direction. DynaJet Flex is the new cooling system that takes the discretization of cooling zones at casting machines to the next level. By using water-only nozzles, which are driven with a pulse-width modulated signal, it is possible to increase the turn-down ratio compared to air-mist systems and significantly reduce operating costs through lower air consumption.
With secondary-cooling systems, the resolution with which the water is distributed over the width of the strand is crucial. To achieve a higher resolution in terms of water distribution over the strand in secondary cooling, the water flow of each nozzle needs to be independently controllable and the number of nozzles should be increased.
Constant spray pattern
By employing so-called “pulse-width modulated cooling,” the spray-intensity control range can be decoupled from the limitations imposed by nozzle-spray uniformity. The water supply of the nozzle is repeatedly switched on and off at a high enough frequency, ensuring that the desired cooling intensity is directly proportional to the duty cycle. The water pressure does not need to be changed; thus, the nozzle design can be perfectly optimized for a very narrow supply-pressure range to guarantee a homogenous, constant spray pattern, without any trade-off between an extension of the control-range and good spray pattern uniformity. Further optimizations with regard to droplet size and speed (and therefore impact), and robustness against clogging and scaling can be achieved without compromise.
The DynaJet Flex system has significant metallurgical advantages (Figure 1) compared to air-mist systems. Thanks to the higher turn-down ratio, any overcooling of the slab corners—as well as of the regions adjacent to the corners—can be avoided, thus reducing the risk of surface defects.
The DynaJet Flex nozzles use a shaft design with a standard connector to the spray header. The shaft is adapted to the design of the segment, and different nozzle tips (flat spray, thickening flat spray, full cone) can be mounted on the modular nozzle to fulfill the requirements for long and flat products. The bellow-seat type nozzle is actuated by pneumatic pilot pressure, controlled by a pneumatic pilot valve.
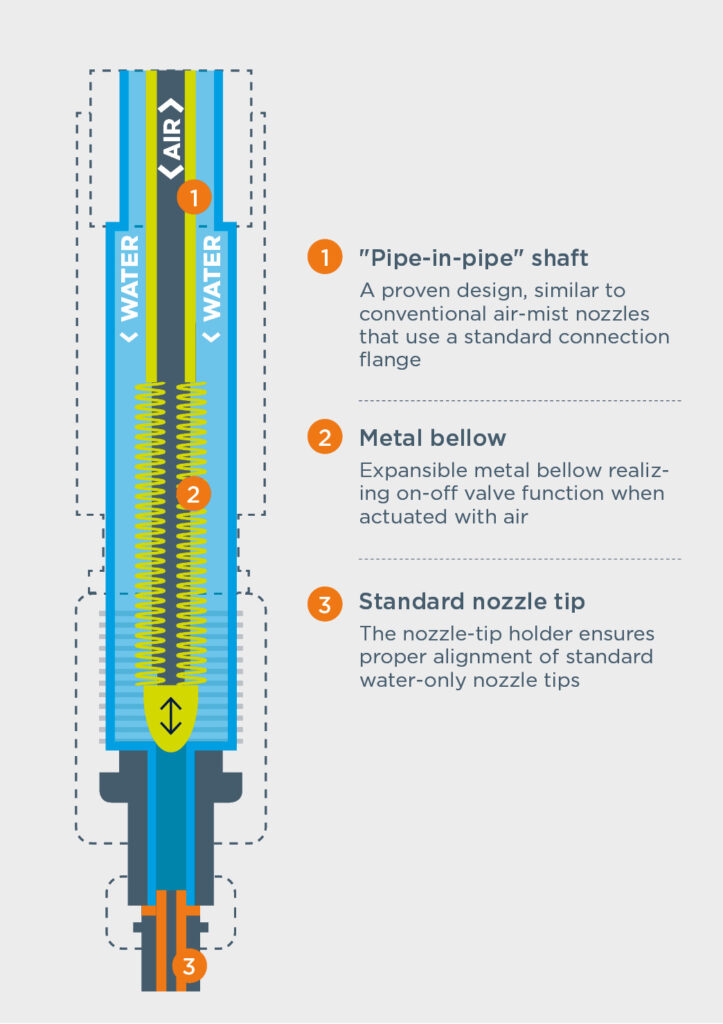
A new nozzle design
The DynaJet Flex system can be easily integrated into both new and existing machines. The nozzles have a shaft design that uses a standard connector to the spray header. The shaft is adapted to the design of the segment, and a variety of nozzle tips (flat spray, thickening flat spray, full cone) can be mounted on the modular nozzle to fulfill the requirements for long and flat products.
The turn-down ratio of the nozzle is increased compared to conventional water-only cooling solutions, from 1:4 to 1:15 or higher, without the requirement of air mist generated by high-pressure pumps. Nozzles that are switched off because of smaller slabs are prevented from clogging by opening them for a very short period, e.g., one pulse every 30 seconds.
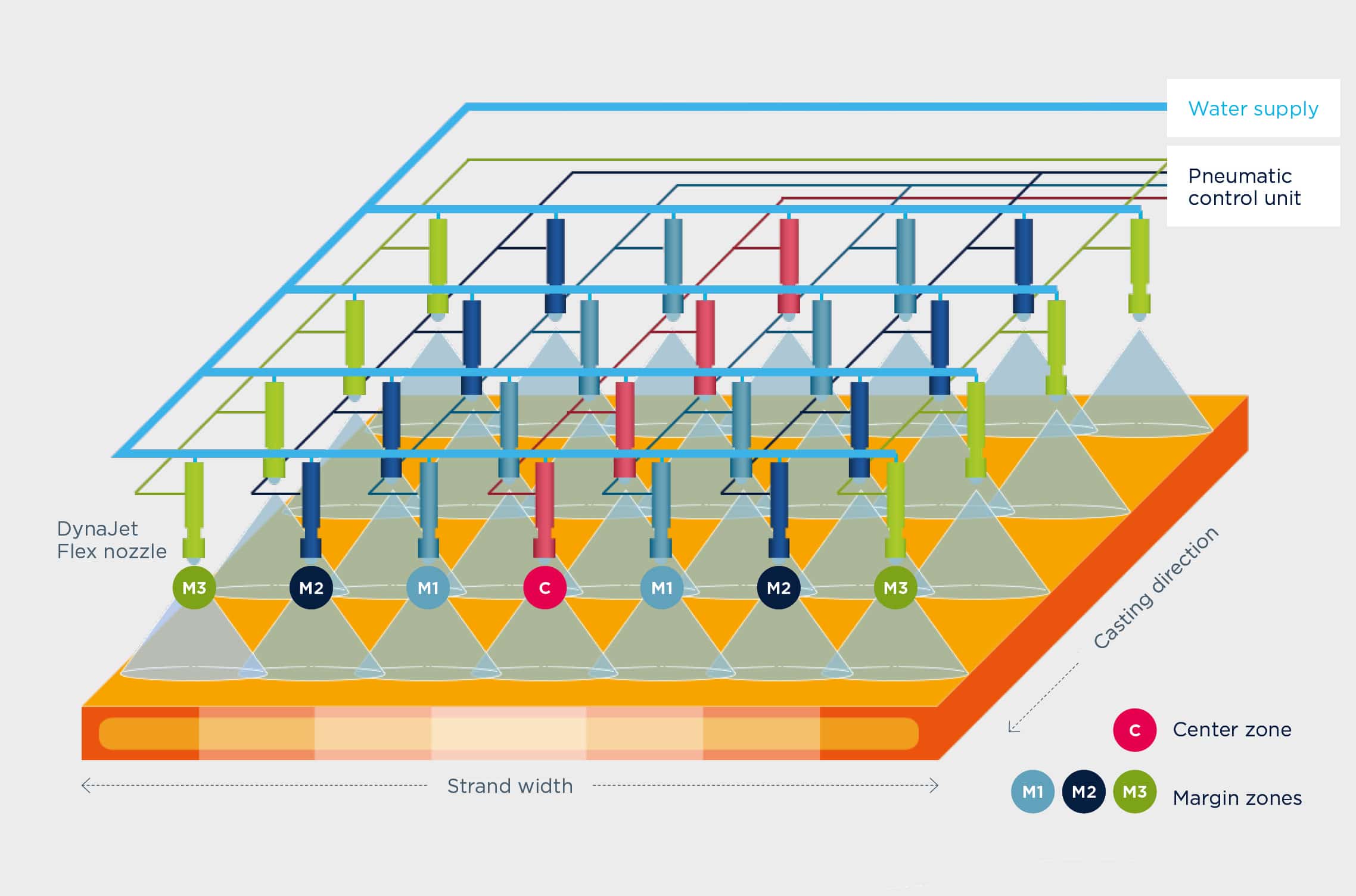
The pilot-actuated nozzle valves offer a flexibility never before realized in secondary cooling. Even with the existing water-supply connection at the segment, the existing zone can be split up into any number of separate zones, limited only by the number of existing nozzles. The pneumatic control unit located close to the cooling chamber has to be configured accordingly. In the scenario shown in Figure 2, for instance, one water-control valve supplies all nozzles simultaneously. Across the casting width, the zone is divided into four subzones (one center and three margin zones) to enable perfect cooling of the slab edges. Of course, with more pneumatic pilot valves, a higher resolution in the cross-casting direction is possible.
The pneumatic actuation of the nozzles is handled by the so-called Mechatronic Control Box, mounted outside the cooling chamber. The DynaJet Flex automation, which runs on a dedicated controller, ensures optimal control of the related cooling zones. The system automatically adjusts the parameters of the pulsation—mainly water pressure, frequency, and duty cycle—to achieve the required cooling intensity.
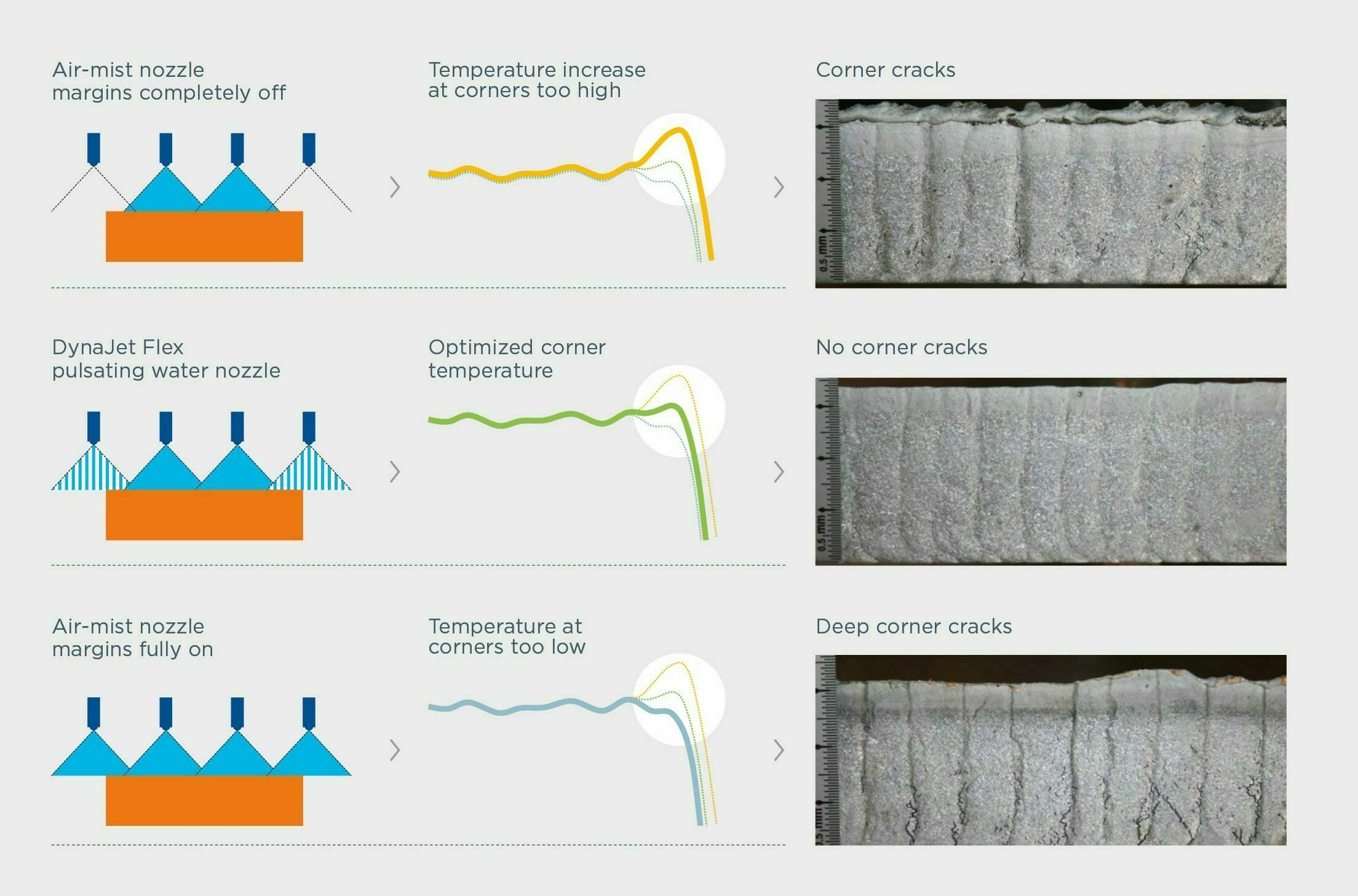
The DynaJet Flex system optimizes the temperature during secondary cooling, which significantly reduces the risk of slabs developing corner cracks.
Because a DynaJet Flex system consists of several independent cooling zones, it can be easily adapted to match the current width of the strand.
Implementing DynaJet Flex
When implementing a new secondary-cooling system, DynaJet Flex is far superior to state-of-the-art systems. Typical air-mist systems require extensive piping installations as well as additional water and air connections at the equipment interface in order to enable width-dependent cooling—for instance, in a bender. However, in comparison, the DynaJet Flex system can be installed in a configuration where it re-uses the existing water piping in combination with minimal additional air piping. Consequently, the machine can be upgraded during the annual maintenance downtime of the caster.
The additional air instrumentation and automation can be installed while the machine is in operation. Exchange benders or segments can be upgraded to use DynaJet Flex nozzles before maintenance, tested offline, and then installed on maintenance day. The connection between air piping and bender or segment is established via multi couplings to start casting with the DynaJet Flex cooling system. In fact, a lot of time and money can be saved by upgrading those machines that don’t possess center-margin cooling zones with the DynaJet Flex system.
Another big advantage of the system is that operating costs can be significantly reduced in comparison to an air-mist solution. High amounts of air are used for atomizing the water in air-mist solutions, whereas the amount of air needed to actuate DynaJet Flex is significantly lower. Instead of using a dedicated air compressor, it is also possible to drive the system with nitrogen at a pressure of up to 30 bar for additional cost savings.
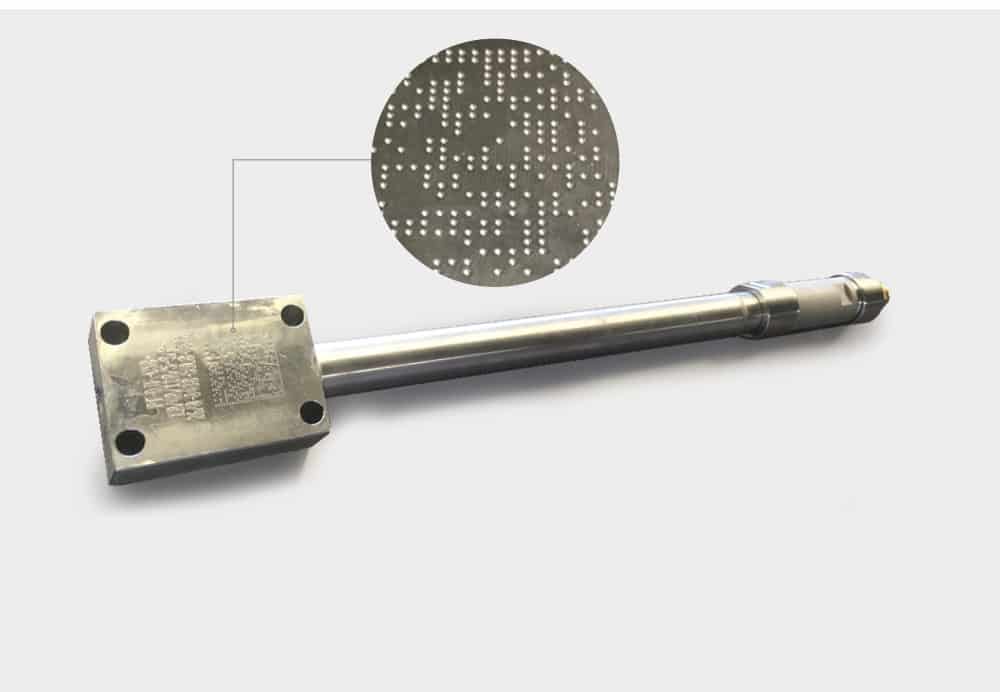
Nozzle manufacturing
During manufacturing, every single DynaJet Flex nozzle is individually coded. The code is not only printed onto the nozzle in the form of text and a serial number that can be interpreted by humans, but also as a machine-readable snippet of data-matrix code placed on top of the nozzle’s mounting block. In the workshop where Primetals Technologies manufactures the DynaJet Flex nozzles, every nozzle is individually tested before delivery. This includes performance checks that cover the complete operational range intended for the nozzle, as well as leakage tests. Thanks to the combination of these tests and the unique, code-based identifier, every nozzle can be precisely tracked throughout its entire lifecycle.
Every DynaJet Flex nozzle is not only marked in such a way that humans can read it, but also with a machine-readable 2D code. When ordering spare parts, it is easy to scan the code—e.g., with a smartphone—and to determine the exact nozzle-type designation. The code, together with a unique serial number, enables seamless tracking during the nozzle’s entire lifecycle.
A precision solution
For optimum control of the DynaJet Flex system, the Dynacs 3D process model is used, which calculates and dynamically controls a three-dimensional temperature profile along the entire length of the strand. This control capability enables the setpoints of the strand cooling, and thus the final strand solidification, to be precisely determined as a function of casting parameters such as the casting speed, slab format, and steel grade.
Pilot installation
As an industrial pilot installation, the DynaJet Flex spray cooling system from Primetals Technologies was started up in November 2018 at the 2-strand continuous slab-casting machine CCM2 in the Dangjin, Korea, plant of Hyundai Steel. Hyundai Steel produces special steels for the automotive industry (Hyundai Motors and others), such as AHSS of the second and third generation. Crack-sensitive steel grades like these require width-adjustable secondary cooling to avoid potential overcooling of the slab corners. In order to adjust spray cooling in the bender area for slab-width ranges from 800 to 1,650 millimeters, a 4-step margin control with the Dynajet Flex system was installed on CCM2. As a result, these slabs can be rolled in non-scarfing condition—even without inspection.


Interview with
Paul Pennerstorfer
Paul Pennerstorfer is one of Primetals Technologies’ highly experienced casting experts. He led the development of DynaJet Flex.
What prompted you to start the development of DynaJet Flex?
Pennerstorfer: In continuous casting, slabs frequently show corner defects. Our 3D Sprays nozzle-adjustment system takes care of this problem as it helps to avoid overcooling. However, we couldn’t implement this solution in pre-existing plants. DynaJet Flex is the next logical step. It can be integrated as part of an upgrade, for instance, in benders, without any significant downtime of the caster.
Was there any moment in time when an unexpected breakthrough was made?
Pennerstorfer: We had a breakthrough at the start of the project when we discovered that the spray pattern of the nozzles used with DynaJet Flex produced a homogeneous trapezoidal spray pattern—despite being controlled by pulse-width modulation. Normally, you’d expect the pattern to collapse when the water is repeatedly switched on and off.
What’s next for DynaJet Flex?
Pennerstorfer: We already had the opportunity to implement DynaJet Flex twice, since Hyundai Steel wanted the solution to be installed at both strands of its Dangjin plant. When we integrated DynaJet Flex into the second strand, we were able to add many refinements—with positive effects on both the installation itself and later maintenance. Plus, we recently received two more orders.

