This post is also available in: 简体中文 (Chinese (Simplified))
How will the metals industry look in the decades to come? Which developments, innovations and technologies will prevail? Primetals Technologies is asking questions like these today so that the company, together with its customers and partners, can play a key role in “creating the future of metals as one” – the company’s slogan.
If you want to create the future, you have to have the right ideas and solutions today. For this reason, Primetals Technologies has examined multiple trends, considered hundreds of hypotheses and, over the course of several years, held discussions with some 80 metals producers, their customers, researchers, industry experts, governmental and non-governmental organizations, and industrial partners throughout the world. With this information, it has become clear where the metals industry is heading. A preeminent goal of Primetals Technologies is to develop long-term strategies that support customers to remain competitive and successful. The company’s comprehensive portfolio of technologies, modernization packages, products and services that cover the entire lifecycle of a metallurgical plant – combined with integrated automation and environmental solutions – helps producers optimize plant performance and costs, and meet increasingly rigorous standards in environmental protection and energy efficiency. This is the best starting point for a sustainable future. In the following pages, a preview of the future of the metals industry is presented on the basis of expert analyses and in-depth research that show how ongoing developments will have an impact on the future.
RAW MATERIALS,
RECYLING AND SOURCING
GOVERN OUR LIVES
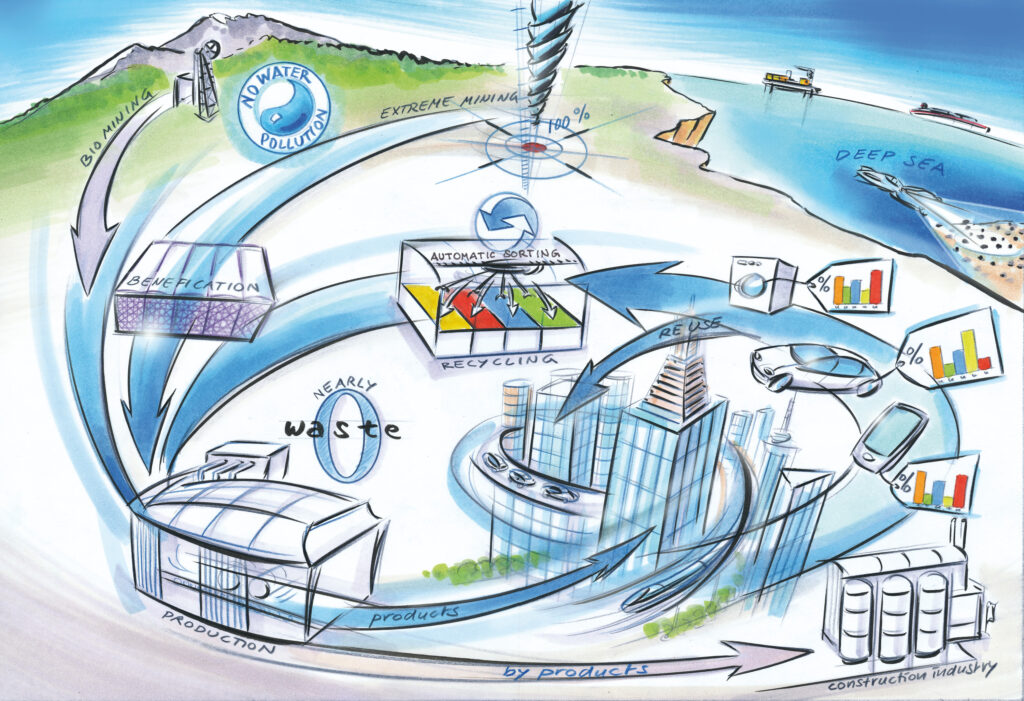
2040: The metals industry has found ways to overcome the increasing scarcity and lower quality of raw materials. All material sources are tapped, and advanced technologies and solutions are applied such as sensor systems, artificial intelligence and biological processes. New technologies for material extraction and beneficiation are utilized, and radical solution approaches have been adopted.
New raw material sources
Society must still rely on the raw materials found in nature. Subsea mining is practiced, as it provides access to new raw materials and sources deep within the ocean. Required materials are also sourced from “extreme mining,” that is, mining in areas characterized by extreme conditions, such as in remote regions of Siberia, the Antarctic, or at extreme underground depths.
Biomining processes
Biomining is applied to extract copper and other metals from mine tailings and industrial wastes with the help of bacteria. Various biological processes are also being optimized to extract metals from lower-grade ores.
100% recycling
The metals industry takes full advantage of the potential of recycling. Consider an old car or any appliance. It consists of carbon fibers, plastics, glass and metallic components. After being completely disassembled, self-learning robots and automated sorting systems separate the parts down to the smallest pieces, which are recovered. This provides the basis for the optimum reuse of base materials that are returned to the production process.
Urban wastes are entirely recycled and serve as another important source of reused materials. Through urban mining, anything that has become trash or rubbish is automatically broken down and sorted. Tracing and tracking systems support this process and provide detailed information on where reused materials are located within their respective lifecycle.
THE FUTURE VIEW ACCORDING TO PRIMETALS TECHNOLOGIES
Extreme Mining
- Subsea mining provides access to new sources of raw materials to meet growing demands.
- Extreme mining takes place under challenging conditions, such as at extreme depths.

Biomining
- Biomining offers an environmentally compatible solution approach for exploiting resources.
- New raw material sources are explored as a result of advances in biomining.
- Copper ore beneficiation is well established in biomining.
Low-Grade Material Beneficiation
- Beneficiation of low-grade materials is standard practice due to decreasing availability of high-quality coal, ore and scrap.
- Customized beneficiation of raw materials is carried out in accordance with the final product requirements.
Zero-Waste Production
- Zero-waste production is now reality with the recovery of all by-products and their reuse in the metals industries and in other industrial segments.
- Production processes are carried out with almost zero by-products, landfill waste and water pollution.
AUTOMATED DISASSEMBLY AND SORTING
- Chemical and mechanical separating processes are performed by complex automated disassembly and sorting systems.
- Raw material tracking supports an optimized control of material flows.
Urban Mining
- The contents of urban waste are almost fully recovered and provide additional raw materials and additives.
- Complete material recycling is essential since raw materials are becoming increasingly scarce and costly.
Flexible Production Depending on Material Input
- Adaptive production routes are widespread as an answer to poorer raw material grades (coking coal, iron ore).
- Plant operators are supported by simulation techniques to cope with varying qualities of input materials.
- Optimized scrap selection and raw-material beneficiation processes play an important role in the production of metals.
Global Footprint-Oriented Production
- Lifecycle assessments acquire a high degree of importance in industry and society.
- Primary processing steps for aluminum and magnesium are exclusively located near inexpensive energy sources.
- The main leverage is energy savings and raw material efficiency along the entire value-added chain.
CLOSED-LOOP WATER AND SCRAP CYCLES
- Water pollution and useless by-products are reduced to a minimum.
- Closed-loop water cycles are universally applied, particularly in arid regions.
- Re-collection of all metallic scrap is standard practice.
ENERGY-ORIENTED PRODUCTION
- In-house production and utilization of regenerative energy sources (water, sun and wind energy) is commonplace.
- Hydrogen and synthetic gases are widely used (substituting shale gas and natural gas).
- Energy consumption is minimized through the linking of processes.
- Nearly all waste heat is recycled in all industries.
INTEGRATED GREEN PRODUCTION MANAGEMENT
- IT solutions drive energy- and material-efficient linking of processes that were formerly separate steps.
- Downstream processes are oriented to the availability and economy of renewable energy sources.
- Plants are integrated into a smart grid/integrated resource management system.

ADVANCED MATERIALS AND SURFACES
- Use of products with the most favorable economic and ecological footprint.
- With greater functional uses for materials, material mixes have become much more complex.
- Increased use of all metals, sandwiched materials, fibers and composites.
- Continually increasing steel versatility.
MECHATRONIC MACHINERY
- Production plants consist of mechatronic plug-and-play modules that are easy to exchange or scale up.
- The modules are equipped with online sensors, actuators and control systems that support autonomous self-organization.
SELF-LEARNING ROBOTS AND MANIPULATORS
- Specialized robots support work at the plant and self-adapt to changes in production modes, leading to a reduction of necessary onsite personnel.
- Robots are universally used in dangerous work areas and are operated from remote stations.
SEAMLESS ONLINE PROCESS ANALYTICS
- Each component or module is condition-monitored online.
- All module data, current plant setup, maintenance schedule, operating times and statuses are shown on intuitive HMI (human-machine interface) screens.
- Ubiquitous analytic sensors seamlessly detect material properties and quality.
VIRTUAL PRODUCTION
- Full production simulation that covers quality, operation and forecasts, and efficiently controls real plant processes on the basis of a permanent exchange of data and information.
- Simulations are seamlessly connected to suppliers and customers, facilitating advanced comprehensive forecasts and optimization of operation planning.
CENTRALIZED REMOTE OPERATIONS
- Globally distributed plants are operated from centralized remote centers.
- Control and condition monitoring utilize data from all connected plants.
- This data is used for benchmarking and continuous improvement of all connected sites.
- Maintenance is based on predictive measures and self-learning models.
NETWORKED AUTOMATION STRUCTURE
- An intelligent and autonomous automation grid substitutes the pyramid of plant automation.
- The plant automation grid is comprised of networked field devices with integrated control functions that run at the field level.
- Advanced automation applications, such as execution systems and resource planning, operate in the industry cloud.
HOLISTIC SERVICE INTEGRATION
- Service innovations are driven by increased data availability.
- Emerging challenges for services are green production, recycling, smart-grid energy management, environmental footprints and seamless tracing and tracking.
- Comprehensive services are tightly integrated into production systems.
INTERACTIVE ON-SITE OPERATION AND MAINTENANCE SERVICE
- Plant operation and maintenance has changed to a great extent from reactive to predictive procedures.
- Remote services are supplemented with only a few on-site staff members.
- On-site services are supported by interactive autonomous robots and augmented-reality techniques.

DIGITAL DATA ANALYSIS AND KNOWLEDGE-BASED SERVICES
- Data analysis and knowledge-based services are available everywhere and at any time through cloud computing.
- App-based services are standard for customers, plant builders and external developers, and are linked to production systems for the development of new steel grades and equipment checks.

CENTRALIZED REMOTE 24/7 SERVICE CENTERS
- Service centers are centralized and perform real-time operation and maintenance from remote locations.
- Service centers are networked globally, thus ensuring continuous 24/7 availability and service quality.
- Autonomous software tools for services support local operator decisions related to, for example, forecast models.
Just-in-time Spare Parts Production
- Spare parts are provided by clustered service centers and/or on-site production.
- Innovative manufacturing methods such as 3-D printing ensure local just-in-time availability and lead to new business models.
- Spare-part management is linked online with predictive maintenance models.
VIRTUAL MARKETPLACE FOR SALES AND CONSULTING
- Virtual marketplaces provide platforms for automatic brokering of raw materials, energy, new equipment or used parts.
- Brokering software agents automatically supply raw materials or energy according to individually customized parameters.

GREEN PRODUCTION
THE BASIS FOR GROWTH
2040: The accelerated growth of the world’s population and the progressive changes in the global climate demand a radical rethinking and transformation of industrial production processes. The metals industry has therefore adopted ultra-efficient measures and solutions to ensure wide-scale green production that is aligned to local market requirements and regional developments. Concepts such as cradle-to-cradle and lifecycle product assessments are already employed to ensure economically sustainable and environmentally compatible production plants and processes.
Material and energy efficiency drive the economy
Prices for raw materials, fuels and electricity have steadily risen – even faster than the general inflation rate. Sustainability, eco-friendliness and production costs have become paramount in importance. Energy consumption per material unit has dropped to unprecedented levels since the onset of the industrial revolution, yet it remains vital that further improvements be adopted on a global basis. Recovery of 95% of waste heat is state of the art. Taxation and governmental subsidies strongly support the public’s awareness of energy-efficient solutions, the use of renewable energy sources, smart-grid systems and the intelligent linking of metal-production steps. The same applies to waste consciousness and the avoidance of wastewater. All metallic scrap is now collected, and yield losses that occur during metallic production processes have been slashed by 50% within two decades by the best-in-class producers. Any remaining CO₂ generation is mostly used in artificial photosynthesis systems to produce and utilize bioenergy.
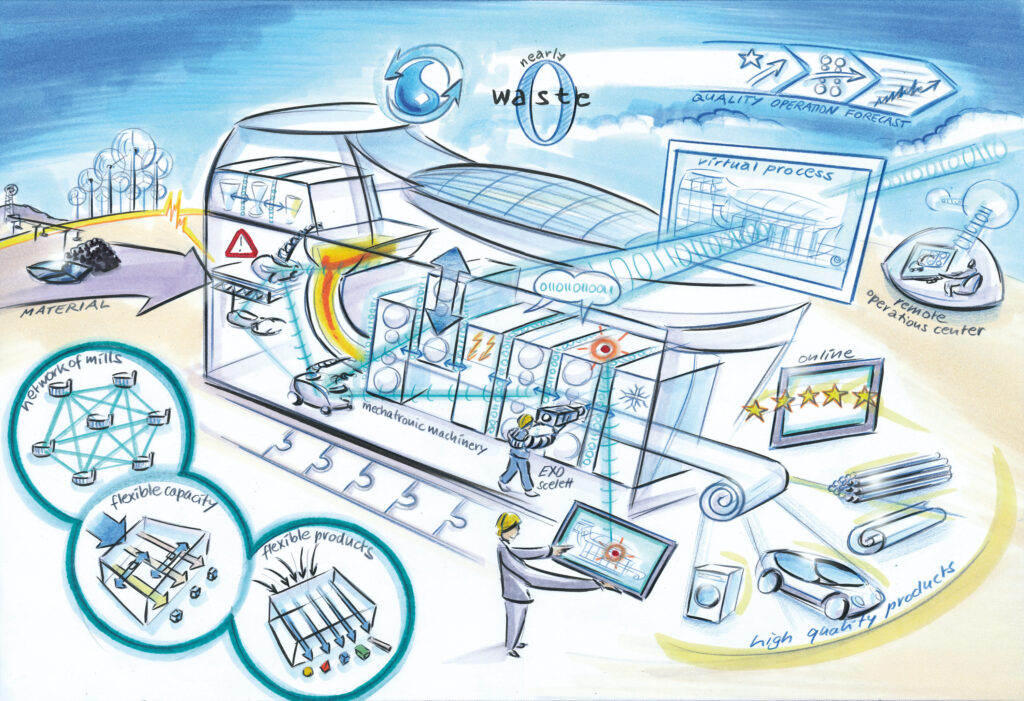
Fully integrated and highly flexible production units
The depletion of most high-grade ore and mineral deposits has led to the need to mine low-grade material deposits. Metal producers have already adapted to cope with lower- quality input materials, and technology suppliers have developed the required plant technologies and systems. Operational complexity has increased due to the need for greater plant flexibility to process raw materials of varying quality and to utilize different energy sources. The latter includes renewable energy, hydrogen generation (with on-site storage), shale gas and oil as well as artificial CH₄ from surplus renewable energy. These energy sources are interconnected by means of a smart grid and energy-management system. Different material and energy sources are interchangeably used – depending on price, availability and targeted metallic yields. All of this is controlled by advanced information and communication systems that are remotely cloud-monitored using mobile interfaces.
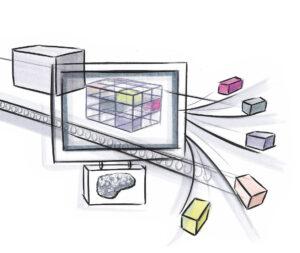
HOLISTIC PLANT OPERATION
IN A VIRTUAL WORLD
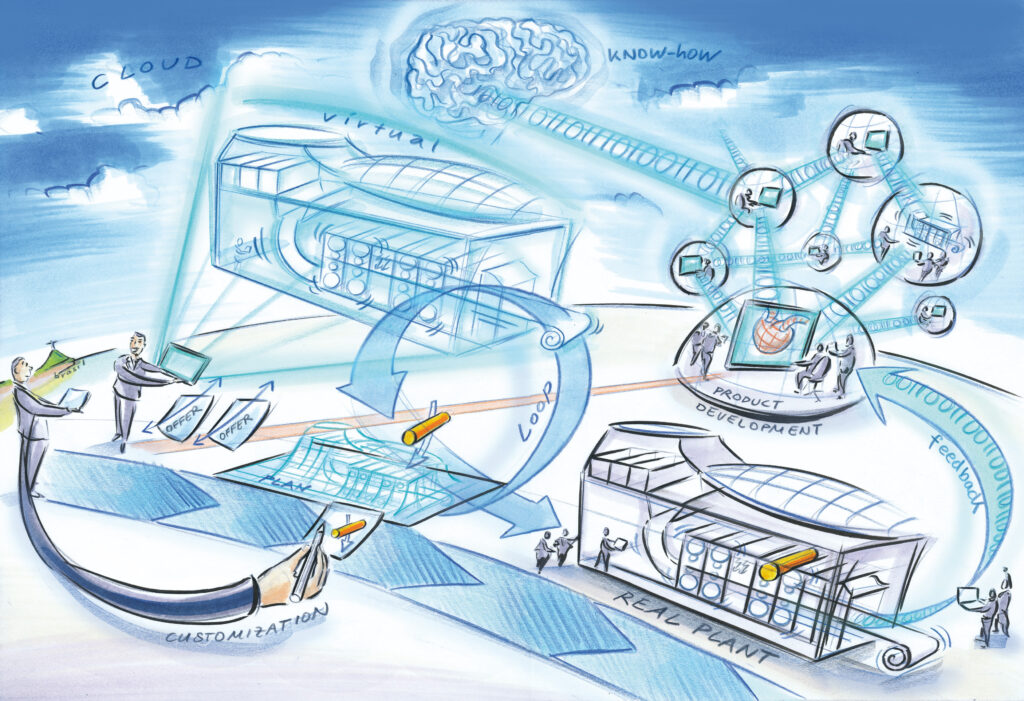
2040: Plant operations are increasingly simulated in a virtual world using cloud-based solutions. Cyber-physical machinery is now standard in metallurgical production processes. Current plant operation is monitored and controlled thanks to a continuous interchange of data and information between the real and virtual worlds in real time. Operators can supervise processes in parallel with the virtual world, or check the reliability of forecasts and intervene in ongoing operations whenever necessary.
Lean automation structure
Virtual plant operation has redefined applied control technologies. Parameters for quality, capacity and productivity are permanently measured and accurately simulated in real time. The continuous interchange of data and setpoints supports the application of a lean automation structure that is backed by a connected know-how database. The database itself is characterized by highly sophisticated content and feedback loops.
Seamless analytics and robotic systems
Online product quality and process analytics, including self- learning robots that support plant operations, are extensively applied. They work autonomously when small-cycle loops are performed, and provide the required general information to allow holistic plant operation and production control. The robots are used in hazardous areas and for all routine maintenance work. They can self-adapt to production-mode changes and considerably facilitate the work of plant operators.
Online monitoring assures reliable operations
Production plants consist of a series of standardized mechatronic modules with embedded intelligence that allows nonstop plant monitoring to be performed. Integrated, highly sophisticated sensors and the associated communication technologies transmit a steady flow of data and information about the status of the installed mechatronic equipment throughout the entire production process. This makes it possible, for example, to flexibly adjust operation modes and parameters when machine or component wear becomes apparent. Necessary maintenance work is automatically scheduled just in time. Plant installations throughout the world are remotely operated and controlled from a central station. This allows operators to determine if process technologies and equipment are functioning similarly at different sites. Furthermore, support is provided to identify those conditions that would enable systems to perform better or to produce higher-quality products. Since all plants are fully interlinked, plant capacities and product dispositions are easily and quickly adapted to current requirements.
SERVICE MODELS
PROMOTE LIFECYCLE PARTNERSHIPS
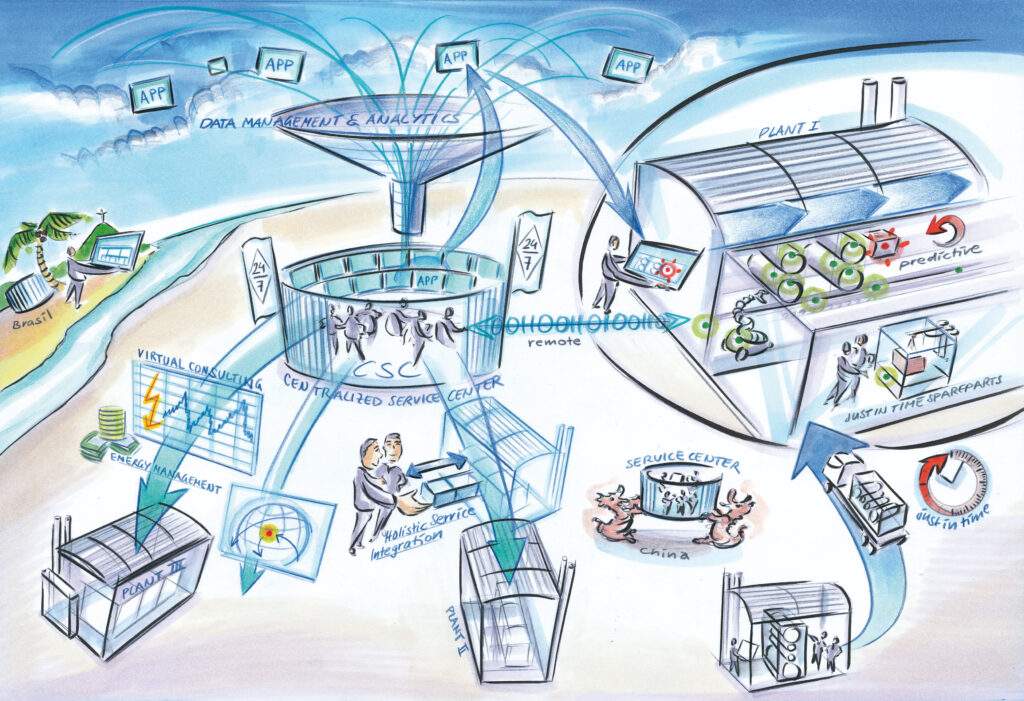
2040: Central service sites capable of remotely managing operations and maintenance have become commonplace. Available around the clock, they regulate operations in real time from remote locations. Metal producers have at their disposal a wide variety of services that extend from metallurgical support to the supply of spare parts. The increased availability and efficient management of plant data provides the basis for a number of new service models.
Maintenance from a distance
Proactive maintenance activities based on the data from condition-monitoring systems are state of the art. These systems not only predict certain events and perform predictive maintenance, they also optimize overall plant operation. Remote access and plant control increase machine availability and reduce on-site staff work. Robots and automated systems are remotely controlled and support production operations and maintenance activities.
Spare parts just in time
Optimized spare-part logistics and just-in-time delivery mean reduced capital expenditures for producers. Additive manufacturing technology is one solution. Drawings are provided on demand to enable customers to produce certain spare parts or temporary exchange parts when needed. The spare-parts management system is linked to the predictive maintenance system to optimize the overall process in a holistic approach.
Managing the flood of data
Huge data volumes are managed intelligently. Data analytics and on-demand knowledge-based services are available anywhere and at any time with cloud computing. Numerous apps dealing with various aspects throughout the value- added metals-production chain related to metallurgy, logistics and cost management can be downloaded to immediately support operators. Managers are able to access and analyze operational data and know-how at any time.
A virtual marketplace
The virtual marketplace for distribution and consulting serves as a platform for the automatic distribution of raw materials, energy, new and used parts, and even new plant technology and communication software. Agents automatically supply customers with raw materials or energy according to customized parameters.
What does the future hold?
Summary view by Primetals Technologies
The megatrends of the next decades include the relentless growth of the global population, climate change, shortage of raw materials, increasing demand for energy, the shift of economic gravity, the ongoing urbanization trend and the accelerated creation of information networks. These factors will influence and even dominate the developments on planet Earth in the future.
Strong demand for steel and aluminum
Within the next two decades, it can be expected that global crude steel demand will increase by approximately 50% to more than two billion tons per year. Aluminum production will grow by 100%–130% to around 100 million t/a. The potential of aluminum and steel is not exhausted yet. Extremely sophisticated aluminum and steel alloys are required for special applications in transportation and energy production, and for specialized manufacturing. More than ever, continually increasing construction and transportation activities are the main driving forces behind the growth in demand for metals.
A NEW GENERATION OF METALS
Sandwiched materials, fiber materials and materials that can change their properties as a function of temperature are widely in use in 2040. They represent a whole new generation of materials with optimized properties for their intended purposes. Top values of material strength, toughness, deformability and other properties exceed by far the benchmark figures in 2016.
TOTALLY INTEGRATED SMART PRODUCTION
Production processes of industrial metals will become increasingly integrated – from the mining of the raw materials up to the finished surface-coated product. Most metals are still manufactured on the basis of so-called traditional process steps comprising the reduction and smelting of ores, and the casting and rolling of solidified slabs or billets. However, new installations and modernizations will all be characterized by resource efficiency with respect to raw materials, yield, energy, space requirements, materials, production wastes and water consumption. The use of hydrogen for metallurgical work will grow considerably in importance. Information and communication technologies will dominate all areas of metals production and the associated plants and services.
CREATING THE FUTURE OF METALS AS ONE
Experts worldwide agree: the metals industry will witness major changes in the next decades. Exciting new developments related to technological processes and applications are inevitable. Primetals Technologies has listened carefully to the views of top managers, entrepreneurs, specialists and opinion leaders, and doing so has allowed us to take a glimpse into the exciting metals world of tomorrow. Forecasts help to identify and quantify future markets, anticipate the needs of customers, and pinpoint those technologies that offer the greatest potential for sustained growth, new business opportunities and to create a better world for society. It is now up to the industry to prepare for what will come and to implement the necessary steps today. Together with its customers and partners, Primetals Technologies is fully committed to “creating the future of metals as one.”
IRON- AND STEELMAKING
ONE HUNDRED YEARS FROM NOW
“It is difficult to make predictions, especially about the future,” said Niels Bohr, the Danish physicist and Nobel prize winner. Accordingly, predictions about the iron- and steelmaking industry in 2116 are a difficult task indeed. Assuming that civilization and society will continue to advance one hundred years from now, the total quantity of steel produced from iron ore since the beginning of ferrous metallurgy thousands of years ago will exceed 150 billion tons. With consideration to such a huge global steel availability, more than two-thirds of the steel manufactured each year is derived from recycling and the processing of scrap in electric melting furnaces.
The energy efficiency of best-available electric steelmaking technologies is close to 90%, compared to what is theoretically possible. Waste heat is almost negligible. Solid waste is no longer dumped in landfills, but is entirely recycled in production processes or used by other industries. All mass-produced materials are completely sorted, disassembled, tracked and reused. The composition of the charge materials for electric steelmaking is thoroughly known and specified in advance, thus minimizing alloying requirements following scrap melting.
Iron- and steelmaking from virgin iron ores is predominantly based on direct-reduction metallurgy. Smelting- reduction technologies such as Corex and Finex prevail, while blast furnaces still in use continue to be optimized. The majority of plants, however, are direct-reduction- based facilities that utilize various reduction gases and energy sources. The total generation of CO₂ per ton of steel is now less than one-fourth of the figure in 2016, if evaluated according to the ISO Lifecycle Assessment methodology. Steelworks are well-honored recycling enterprises and value-added production facilities with a minimum ecological footprint.
Steel is produced on a just-in-time basis. A continuous liquid-steel production process is employed that minimizes the number of required process steps. Direct casting and rolling dominate hot-rolled coil production of flat and long steel products. Cold rolling, annealing, processing and finishing are fully linked within a continuous production line for the majority of steel products. This is made possible by the application of highly specialized technologies that are part of an intricate steel-service-center business.
Operators in hazardous areas of the steel mill are a thing of the past, as these jobs have been completely taken over by robots. In addition, robotic manipulators are executing all quick-change routine procedures as well as standard maintenance tasks involving the handling of heavy components. The operation and maintenance of iron- and steelmaking plants is entirely remotely controlled from central operation centers. Production is monitored by videos linked to computers, hand-held devices and eyeglasses with augmented reality. Predictive and proactive maintenance is totally optimized and universally applied, hence unforeseen plant stops no longer occur, especially due to the broad application of data-based services by means of machine learning, data-mining, cloud computing and perfected failure forecasting and prediction methodologies.
The former “voodoo magic” of liquid and solid metallurgy has been decrypted to a considerable extent. Metallurgy, technology and plant operations are completely simulated and modeled using advanced cyber-physical-mathematical tools integrated in sophisticated cascades of computer models. Holistic diagnostics, quality forecasts and steel recipe prescriptions are applied to assess the status of the production plant, energy-related parameters, through-process product quality and the required media supply to achieve the targeted product properties.
More than 10,000 main steel grades are now produced, compared to some 3,500 steel grades in 2016. Key steel properties have dramatically improved thanks to the widespread application of “nano-alloying” and “quantum technologies” – comparable to silicon and germanium micro-structure technologies used in microchips in 2016. The maximum yield strength, toughness and ductility have doubled during the past 100 years, and near-perfect steel quality is state of the art.
Technological components are not only mechatronic- symbiotic solutions equipped with embedded sensors, they operate autonomously, similar to bees in a swarm. The individual components monitor their own status, inform or alert the remote control center, and trigger the supply chain for self-substitution, maintenance planning, and wear- and spare-parts ordering.
Thanks to the close cooperation of industrial partners worldwide and the continuous development of value- added steel products, steel will continue to stay competitive and serve as a key index factor for progress and prosperity in the next 100 years.

