With the demand for high-grade iron ore increasing, the availability and cost of low-grade iron ore reveals immense potential to reduce emissions and maintain production. Introducing the Smelter, a new electric smelting furnace for the final reduction and melting of low-grade direct reduced iron.
(Above) Designed for flexible integration, the Smelter is compatible with existing plants in various arrangements and adapts to plant logistics.
Accounting for anywhere between 7 to 10 percent of global CO2 emissions, the steel industry is experiencing increased pressure to reduce carbon emissions. With demands on the rise, the industry has began a revolutionary transformation impacting all aspects of steel production. However, an industry-wide transformation presents a challenge that new technologies are able to solve—introducing the Smelter. The Smelter provides a solution for low-grade direct reduced iron (DRI), taking advantage of the availability of low-grade iron ore on the global market as the blast furnace is phased out.
MORE INFORMATION
Click here to learn more about the development of the Smelter at Primetals Technologies.
Low-Grade Reduction
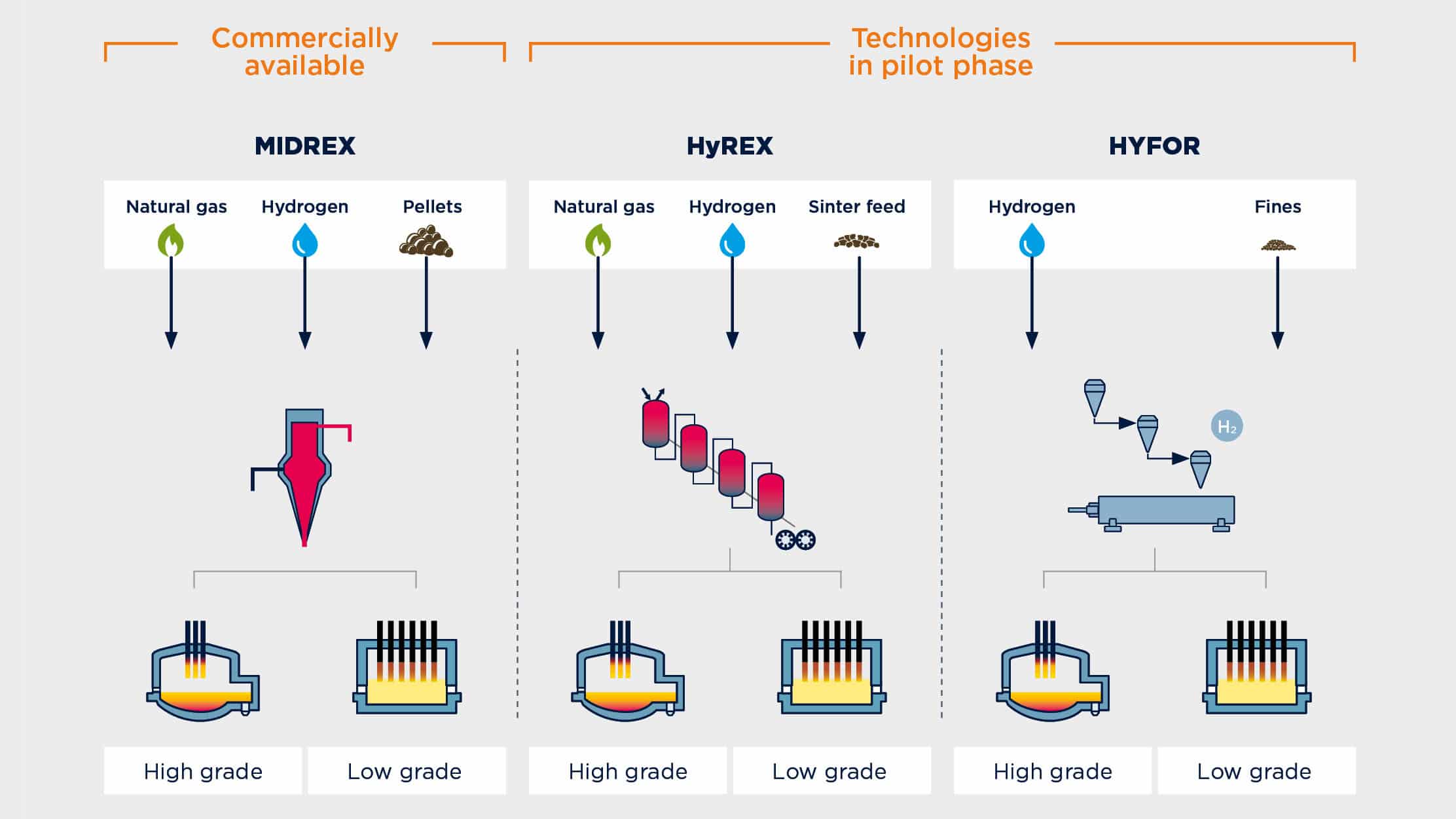
The integrated route—i.e., blast furnace and basic oxygen furnace (BOF) route—is the dominant steelmaking method worldwide, making up more than 70 percent of global steel production. With this in mind, the blast furnace is responsible for the largest share of carbon emissions in steelmaking. Thus, a clear means of reducing emissions is the replacement of the blast furnace with direct reduction processes, such as MIDREX, HyREX and HYFOR. Combine these solutions with an electric arc furnace and producers have the potential for the lowest amount of emissions using virgin materials. However, this transition is faced with a challenge—the availability of iron ore.
When talking about the challenge of availability when it comes to the iron ore feedstock for the steel industry, we are talking clearly about the availability of direct-reduction-grade iron ore—i.e., iron ore with ferrous content of 67 percent or more. Even with various mineral processing and beneficiation technologies to increase the ferrous content, reaching high enough levels for high performance in an electric arc furnace remains difficult. The electric arc furnace performance relies on high-grade DRI to keep slag production low and melting efficiency and yield high. With an abundance of low-grade iron ore on the market, the Smelter provides a means for melting hot-charged low-grade DRI in an electric smelting furnace.
SEABORN IRON ORE BY IRON CONTENT
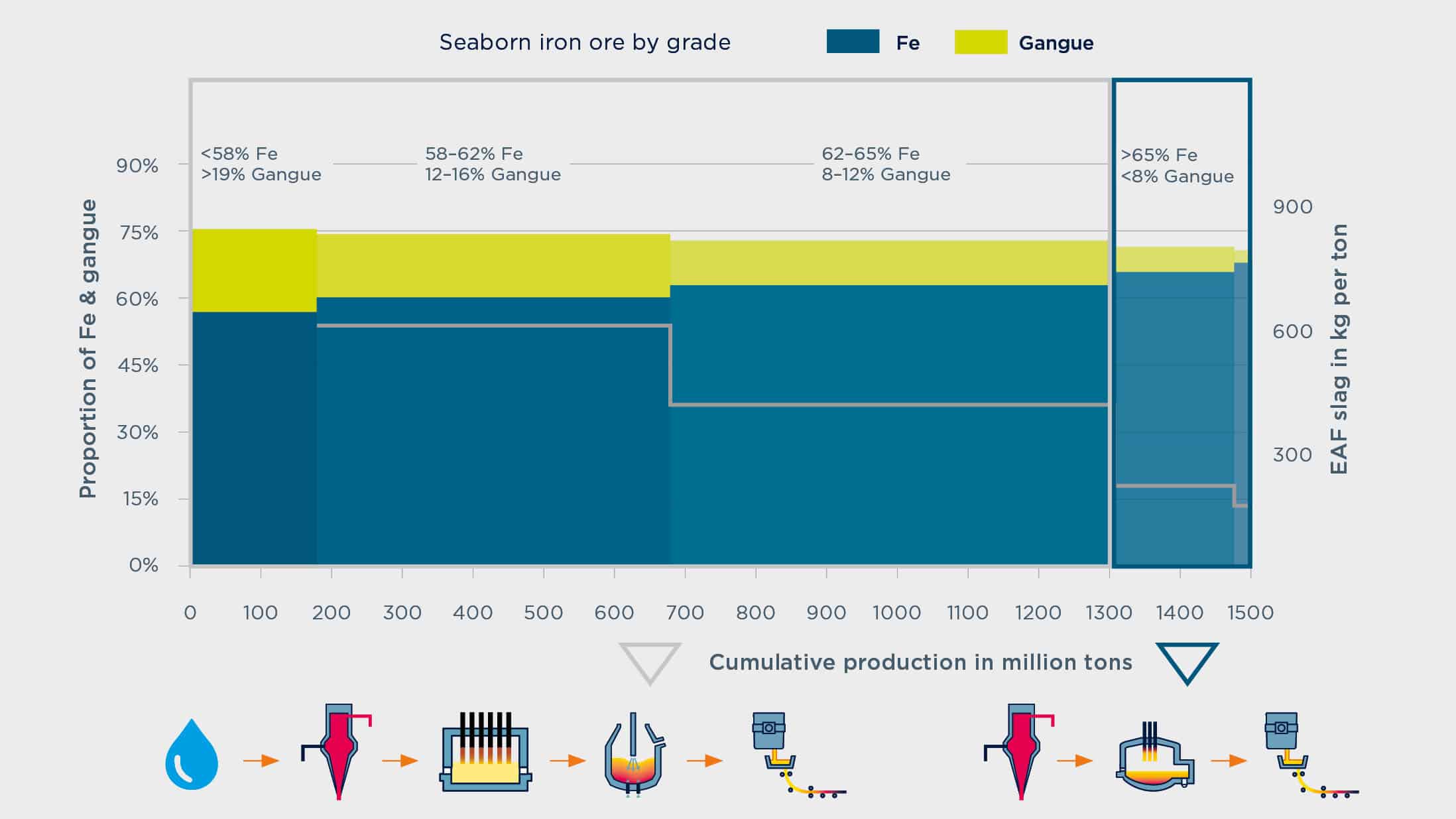
The electric smelting furnace intervenes in the steelmaking process by melting and reducing low-grade iron ore hot-charged from the direct reduction process. The Smelter is also flexible and can manage low-grade pellets and hot compacted iron—e.g., from the MIDREX direct reduction process or direct reduced iron from hydrogen-based direct reduced iron ore fines made using HYFOR technology. It is also capable of adjusting the carbon level of the output material and produces slag similar to that of the blast furnace.
The Smelter is designed to handle various low-grade iron ore input materials, including hydrogen-based direct reduced iron ore fines, and can be integrated into existing steelworks.
Environmental Impact Reduction
While reduction of emissions is a top priority for the steel industry, reduction in landfilled slag and waste materials plays an equally important role for the industry and to benefit the circular economy. In the separation of valuable hot metal from the slag, the Smelter can adjust the composition of the slag to achieve high levels of glass content. This type of slag is ideal for reuse in the cement industry, which has become a reliable recycler of blast furnace slag. Furthermore, the Smelter can also benefit from advanced solutions for dry slag granulation. Additionally, beyond slag recycling, the air-tight operation of the Smelter makes it an optimal recycler for iron and iron oxide-containing by-products—dust, mill scale, and even slag.
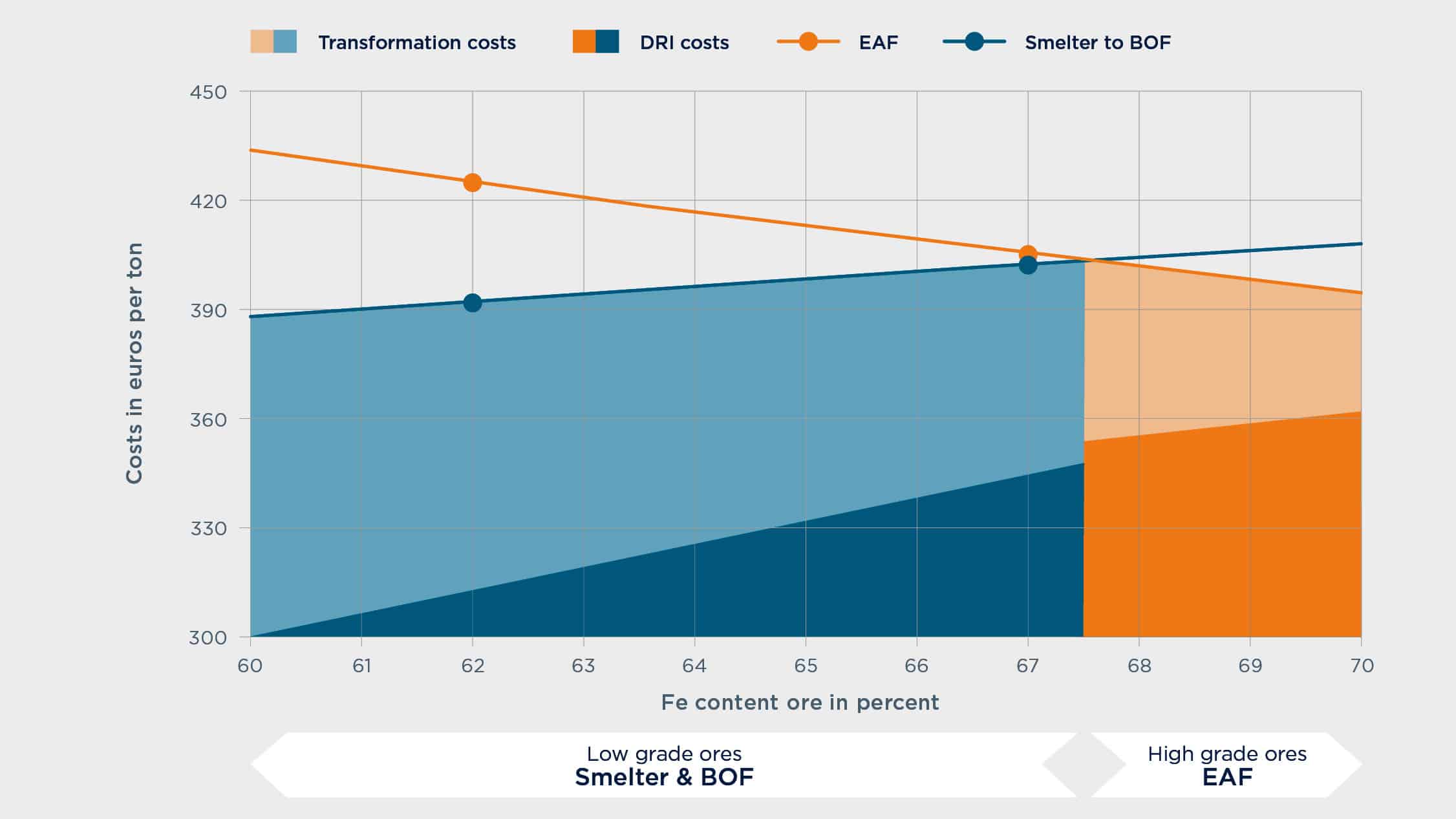
Cost analysis diagram based on iron ore type
Modular and Flexible Design
With an excess of low-grade iron ore emerging onto the market, the adaptation of a Smelter allows producers to take full advantage of the decreasing cost of low-grade iron ore while maintaining production. The Smelter can reach 1.5 million tons of DRI charged annually and can operate in parallel for increased capacity and integrates with existing plant logistics easily. High yield is also an essential benefit of the Smelter, thanks to the long setting time. While implementation presents the challenge of additional operational expenditure—i.e., the operation of the Smelter unit and BOF—cost analysis demonstrates the effective low energy costs and the ability to take advantage of the market price for low-grade iron ore make the Smelter an ideal transformational technology.
Producers modifying their production routes benefit from the ability to incorporate the electric smelting furnace into an existing BOF operation with only minor adaptations. The only real change is the blowing scheme of the BOF, which sees improved blowing time, due to lower carbon and silicon levels in the liquid hot metal from the Smelter. Despite certain factors impacting the scrap rate of the Smelter and BOF, the overall benefit of reduced emissions and improved yield reveal the benefit of electric smelting furnace adoption. Moreover, as producers invest and implement the Smelter, regular operation of the blast furnace may continue thanks to the the flexible sizing and engineering of the electric smelting furnace. The Smelter is therefore the ideal transitional technology, lessening the environmental impact of steel production.
*Low-grade iron ore: “Smelter” for DRI melting and final reduction

Hydrogen-Based Future
The application of a Smelter in integrated steelworks in combination with a BOF offers steel producers a clear alternative to the transition to high-grade iron ore direct reduction and the investment into an electric arc furnace. Yet, with a carbon-neutral steel industry in mind, the Smelter integrates with various direct reduction plants, including those operating at 100 percent hydrogen, such as Hydrogen-Based Fine Ore Reduction (HYFOR). With hydrogen-based direct reduced iron and the potential for renewable power, the Smelter could see reductions in carbon emissions go beyond the sixfold reduction by simply replacing the blast furnace.


