This post is also available in: 简体中文 (Chinese (Simplified))
Primetals Technologies has developed a new Universal Crown-Control Mill (Hyper UCM) that features work rolls with diameters that are 20% to 40% smaller than those used in conventional UCM mills. This allows greater thickness reductions to be achieved in the cold-rolling process, which is particularly important for the rolling of advanced high-strength steels. The applicability of smaller-diameter work rolls was made possible by the development of spindles with smaller diameters and higher torque to drive the work rolls. As a result, it has become possible to achieve targeted strip gauges with one less mill stand in a tandem cold mill, which means investment and maintenance cost savings.
Demand for high-strength steels (HSS) is continually growing in the automotive industry. Fuel economy is improved using thinner-gauge material, and vehicle crashworthiness and passenger safety can be increased. At the same time, orders are on the rise for high-quality electrical steel sheets needed for highly efficient motors to meet ever-stricter emission regulations.
HSS is normally rolled in tandem cold mills (TCMs) that employ 4-high or 6-high rolling stands with work-roll diameters ranging from 630 mm to 420 mm. HSS exceeding 980 MPa has been manufactured by extending TCMs with the installation of an additional mill stand. However, the demand for steels with up to 1,500 MPa makes it almost impossible to produce advanced high-strength steels (AHSS) simply by increasing the number of stands. Smaller-diameter work rolls that reduce the rolling load are required to solve the problem.
High-quality electrical steel sheet is usually manufactured in reversing cluster mills (ZR mills). However, trials are being conducted to roll electrical steels in the TCM for higher productivity. In order to enable the use of smaller-diameter work rolls in a TCM, Primetals Technologies carried out a study that compared reduction ratio with work-roll diameter, shape-control capability and hertz stress between the rolls in a tandem mill.
Conventional UCM
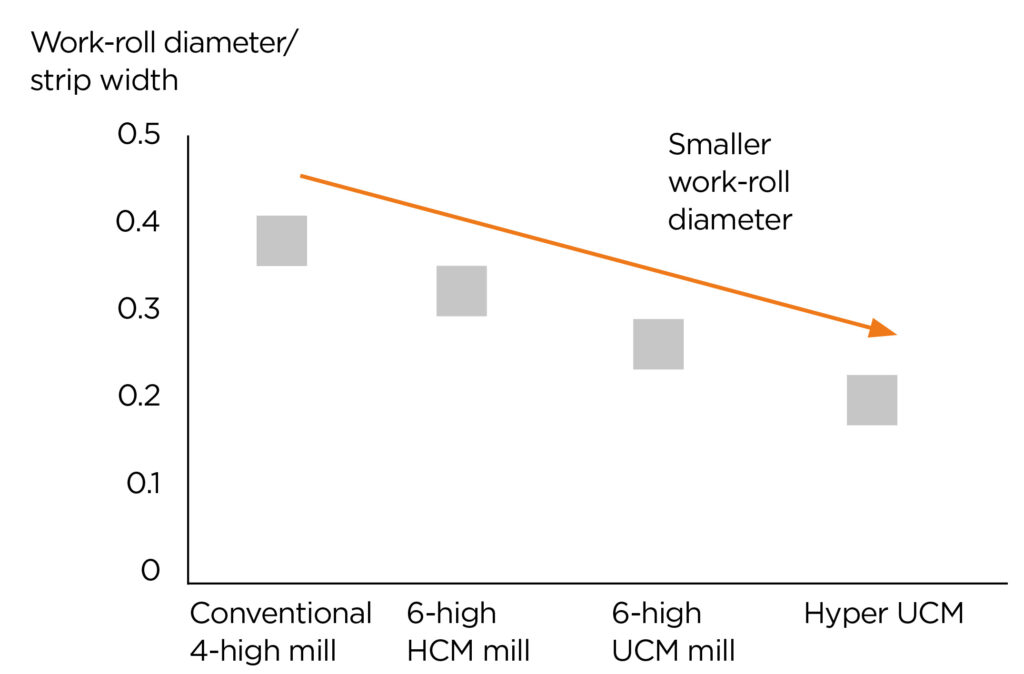
Small-diameter work rolls deflect primarily as a result of the contact with the backup rolls in the roll portion outside the width of the strip. This causes work-roll deflection that makes it difficult to roll strip with the necessary flatness. In a conventional 1,828-mm-wide (72 inch) 4-high mill, the ratio of the work-roll diameter to the maximum strip width has remained at around 0.33. In the 6-high UCM, this ratio has been reduced to around 0.25 by adding shifting intermediate rolls that are moved in the direction of the roll axis in accordance with the strip width. This suppresses work-roll deflection beyond the strip, and also makes it possible to maximize the effect of work-roll and intermediate- roll bending (see “Remarkable Technology Remarkable Results“).
Key features of the UCM mill include:
- All work rolls have the same straight crown, which reduces roll inventory
- A higher reduction ratio can be obtained using smaller-diameter work rolls
- A stable strip shape can be maintained under varying rolling loads
- Higher strip-shape control capability can be achieved
- Material yield can be improved as a result of reduced edge drop
Hyper UCM
If the ratio of the work-roll diameter to the maximum strip width is reduced to below 0.25 by using even smaller-diameter work rolls, a driven intermediate roll is necessary in a conventional UCM due to the insufficient strength of the smaller-diameter spindle that is required to drive the thinner work roll. An intermediate roll drive has two major disadvantages, namely 1) slip occurs between the work roll and intermediate roll, and 2) strip flatness deteriorates as a result of the horizontal deflection of the work rolls caused by the tangential driving force acting on them.
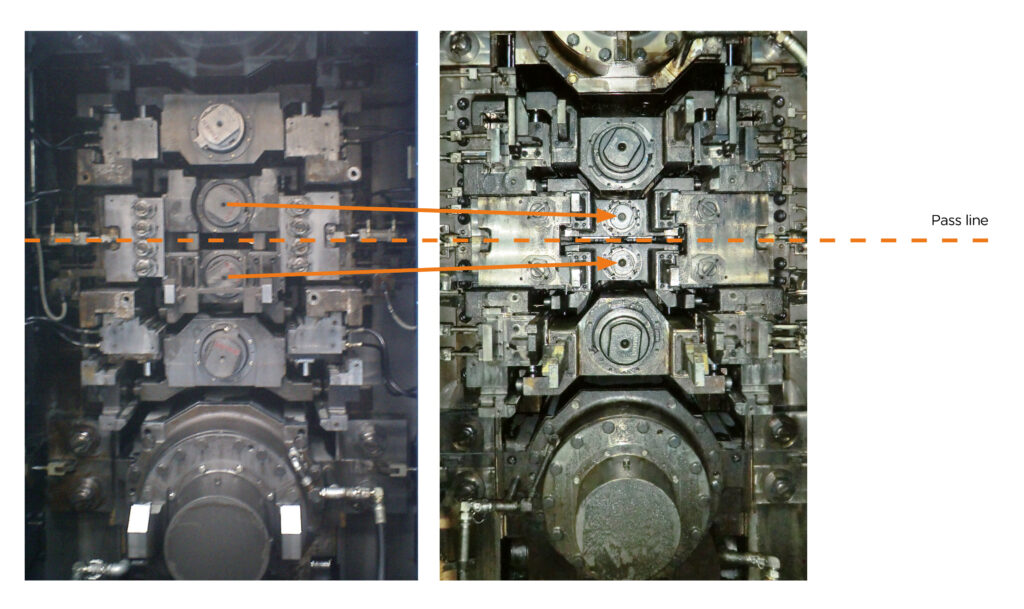
An investigation of the best combination of roll diameters revealed that the highest strip reduction can be achieved with work-roll diameters varying between 300 mm and 400 mm for UCM mills with a maximum strip width between approximately 1,500 mm and 1,900 mm. Thus, the work-roll diameter/max. strip-width ratio for a 1,828-mm-wide (72 inch) UCM mill is in the range of 0.16 to 0.21, which means a 20% to 40% decrease in the work-roll diameter (Figures 1 and 2).
A higher-strength spindle is therefore required due to its smaller diameter. The structure and material of the spindle was improved by optimizing the design to greatly amplify the spindle strength to allow up to 2.7 times more torque to be transmitted compared to the conventional universal joint-type spindle.
This new generation of UCMs is called the Hyper UCM. The work-roll diameter is 340 mm compared to 475 mm in a conventional UCM. When the standard UCM mill with five stands is considered, and if the rolling load is limited to the allowable values from the No. 1 stand onwards, the rolling load at the No. 5 stand will eventually exceed the maximum limit value. This leads to unsuccessful strip rolling to the desired thickness and necessitates the installation of a sixth mill stand to keep the rolling load within limit values. In comparison, the Hyper UCM enables rolling to the desired thickness values using five stands while remaining within the limit rolling load.
A bright future ahead
In summary, the Hyper UCM supports the rolling of higher-strength materials to thinner gauges with fewer rolling stands. This means reduced investment and maintenance costs for tandem cold mills. In reversing mills, productivity can be improved by reducing the number of necessary rolling passes to achieve the desired final strip thickness.
The first Hyper UCM was successfully installed and started up in a single-stand reversing cold mill at Maanshan Iron and Steel Co. Ltd. (Maanshan Steel) in 2013. Silicon steel grades are rolled to product thicknesses between 0.35 mm and 0.65 mm at strip widths between 800 mm and 1,280 mm.


